

1. 서 론
고품질의 인쇄용지는 종이 표면에 안료와 합성바인더를 주원료로 하는 도공액을 도포하여 고객의 요구수준을 만족시킬 수 있도록 인쇄적성을 개선하는 작업이 중요하다. 현재 종이도공용으로 사용되는 대부분의 합성바인더는 스티렌-부타디엔을 공중합시켜서 제조(Styrene- Butadiene copolymer)되고 있으며 SB 라텍스란 명칭으로 널리 알려져 있다. SB 라텍스는 도공작업 시 기계적·화학적 안정성이 우수하고 천연계 바인더에 비해 접착력 발현 및 인쇄적성 개선에 효과적이기 때문에 합성바인더가 처음 개발된 이래 제지 업계에서 코팅용 바인더로 오래 동안 널리 사용되어 오고 있다.1,2)
펄프 및 도공액 제조시 필요한 주·부 원료의 해외 수입 의존도가 높은 우리나라의 제지 산업의 경우, 유가상승 및 에너지 비용 증가는 제지산업의 경쟁력 약화와 밀접하게 관련되어 있다. 중국을 비롯한 동남아 신흥 제지업체의 등장으로 인해 제지 산업의 국제 경쟁이 심화되었고 국내 제지산업의 경영환경을 어렵게 하고 있다. 생산성 향상 및 원가 절감을 통해 글로벌 경쟁력 강화를 위한 대책 마련이 시급히 필요한 시점이다.
인쇄용지의 생산원가 절감을 위해 도공액 제조를 위한 주된 원료로서 배합의 상당 부분을 차지하고 있는 합성 바인더의 첨가량을 낮추거나 합성 바인더의 제조단가를 낮추는 부분은 매우 중요하게 여겨지고 있다.1)
특히, 최근 환경문제에 대한 전세계의 관심이 높아짐에 따라 국가별로 탄소배출량을 규제하고 있으며 SB 라텍스에 포함된 스틸렌 성분은 발암성(carcinogen) 물질로서 대체 물질 사용에 대한 관심이 높아지고 있다.
따라서 기존의 SB 라텍스를 전량 또는 일부를 대체해서 사용할 수 있는 신규 제품 개발에 대한 관심이 높아지고 있으며 가격 경쟁력 또는 환경적 측면에서 이점이 있는 새로운 제지 도공용 바인더에 대한 관심이 고조되고 있다. SB 라텍스가 석유 기반의 원료를 이용하여 제조되는데 비해, 천연가스로부터 유래되는 비교적 저가의 반응성 모노머인 비닐아세테이트 모노머를 공중합시킴으로서 비닐아세테이트-에틸렌 에멀젼 공중합체 바인더(vinyl acetate-ethylene emulsion copolymer)를 제조할 수 있으며 다양한 분야에 이용할 수 있을 것으로 기대되고 있다.3-5)
기존 SB 라텍스를 새로운 제지코팅용 바인더로 대체 또는 혼용하여 사용함으로서 제지산업에서의 인쇄용지의 가격 경쟁력을 높이고 친환경 산업이라는 측면에서 제지산업의 이미지 개선에도 기여할 수 있는 것으로 생각된다.6,7)
이에 본 실험에서는 SB 라텍스와 함께 서로 다른 세 가지의 바인더를 프리코팅층용의 도공배합에 적용하였다. 이를 통해 프리코팅층 및 탑 코팅층의 도공액과 도공지의 물성을 측정하고 인쇄적성을 평가함으로서 새로운 세 가지 바인더의 적용 가능성을 검토하였다.
2. 재료 및 방법
2.1 공시재료
2.1.2 도공용 안료
본 연구에 사용된 도공용 안료로는 입자경이 서로 다른 2종류의 GCC-1(TK-95HG, T사, Korea), GCC-2 (TK-60HS, T사, Korea)와 1종류의 Precipitated Cal-cium Carbonate(PCC, TK-PCC, T사, Korea)를 사용하였으며 도공배합에 사용된 안료 물성을 Table 1에 나타냈다.
2.1.3 도공용 바인더 및 첨가제
도공용 바인더는 2가지 종류의 SB 라텍스-A, -B 및 Acryl 라텍스(ST-K, J사, Korea), VAE(Vinyl Ace-tate-Ethylene, W사, Korea) Emulsion 그리고 eco 바인더(2202 Biolatex, E사, Korea)를 사용하였으며, 바인더의 물성은 Table 2와 같다. 공통적으로 유동성 개량제(Sterocoll(FD), DR-5311, J사, Korea)와 2가지 색상의 염료(Violet: PONOLITH VIOLET J, Blue: PONO-LITH BLUE J, K사, Korea) 그리고 코팅량 상승제(Ste-rocoll(BL), WS-3000(BL), H사, Korea)를 사용하였다.
2.2 실험방법
2.2.1 도공액의 제조
도공액은 Table 1과 같이 2종류의 GCC와 1종류의 PCC를 이용하여 프리코팅층과 탑코팅층의 안료배합을 구성하였고 4종류의 바인더의 첨가량을 조절하여 총 6종류의 도공액을 제조하였다. 프리코팅용 도공액의 고형분 농도는 68%로 탑코팅층 도공액의 고형분 농도는 67%로 제조하였다. 프리코팅층용의 도공배합은 Table 3에 나타낸 것과 같으며, 탑코팅층용의 도공배합은 Table 4에 나타내었다.
도공액의 물성은 저전단 점도, 고전단 점도, 도공액의 보수성을 평가하였다. 도공액의 pH는 10.1±0.2로 조절하였다.
2.2.2 도공판지 제조
도공지 제조는 자동 코터(Auto coater, Japan)를 사용하여 프리코팅층 도공량을 편면 20±2 g/m2으로 조정하여 도공 후, 105°C의 열풍 건조기(YJ-8600D, Yujin Electronics, Korea)에서 25초간 건조시켰다. 1차 도공된 도공판지의 표면에 편면 10±2 g/m2의 도공량으로 탑코팅하였으며 열풍건조기에서 25초간 건조시켰다. 그 후, 항온항습실에서 24h 동안 항습처리를 실시하고 슈퍼 캘린더(Supercalender, Beloit Corporation, USA)를 사용하여 온도 70°C, 압력 300 psi에서 도공판지가 steel면으로 향하게 한 후 2회 통과시켰다.
3. 결과 및 고찰
3.1 도공액의 물성
3.1.1 도공액의 점도
Fig. 1에 프리코팅용으로 제조된 5가지 도공액(A-E)과 탑코팅용으로 제조된 도공액(F)의 저전단 점도를 나타내었다. 중질 탄산칼슘을 안료구성의 주성분(90 pph)으로 하고 경질탄산칼슘을 10 pph 첨가한 안료배합으로 바인더의 종류에 따라 5가지 도공액을 제조하였고 이들의 저전단 점도를 비교하였다. SB 라텍스 7 pph에 각각 acryl 라텍스 2 pph 또는 VAE 에멀젼 바인더의 첨가량을 2 pph, 4 pph로 다르게 한 도공액 A, B, C는 저전단 점도가 거의 유사한 값을 나타내었다. 한편, 전분 계열의 eco 바인더의 경우는, 호화된 바인더의 자체점도가 다른 바인더에 비해 상대적으로 높기 때문에 SB 라텍스의 대체 첨가량의 증가에 비례해서 점도는 크게 높아지는 결과를 나타내었다.
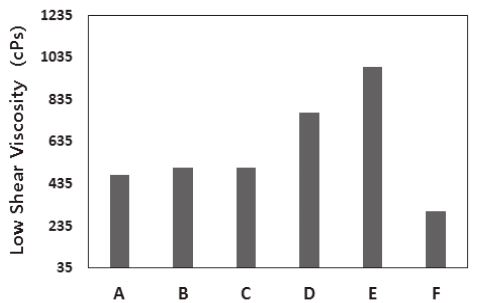
중질탄산칼슘 100 pph에 SB 라텍스 바인더 12 pph를 배합하여 제조된 탑코팅용 도공액 F의 경우, 다른 도공액에 비해 낮은 저전단점도를 나타내었다.
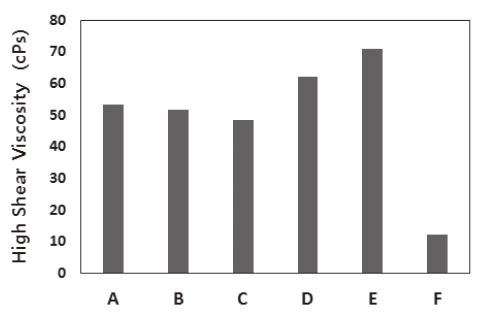
Fig. 2에 프리코팅용으로 제조된 5가지 도공액(A-E)과 탑코팅용으로 제조된 도공액(F)의 고전단 점도를 나타내었다. 고전단 점도의 경우, acryl 라텍스에 비해 VAE 에멀젼 바인더가 고전단에서 유동성이 다소 우수한 것으로 나타났으며 특히 VAE의 대체 첨가량이 증가할수록 그 효과가 큰 것으로 나타났다. 전분 계열의 eco 바인더의 경우는, 호화된 바인더의 자체점도가 다른 바인더에 비해 상대적으로 높기 때문에 고전단 점도의 측정결과도 SB 라텍스의 대체 첨가량의 증가에 비례해서 크게 높아지는 결과를 나타내었다.
SB 라텍스만을 바인더로 사용한 탑코팅용 도공액 F의 경우, 고전단 점도에서도 다른 도공액에 비해 크게 낮은 점도를 나타내었다.
3.1.2 도공액의 보수성
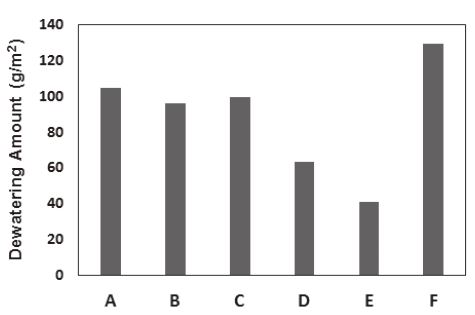
Fig. 3에 프리코팅용으로 제조된 5가지 도공액의 보수성의 결과를 일정시간 가압 탈수를 통해 원지로 침투한 물의 양으로 나타내었다. 합성 바인더가 사용된 도공액 A, B, C와 달리 전분계열의 eco 바인더가 첨가된 도공액 D, E는 상대적으로 물의 탈수를 억제하는 능력이 우수하기 때문에 탈수량에 상당한 차이를 보였으며 보수성이 상대적으로 우수한 결과를 나타내었다.
SB 라텍스만을 바인더로 사용한 탑코팅용 도공액 F의 경우, 탈수량이 높아 다른 프리코팅용 도공액(A-E)에 비해 보수성은 낮은 결과를 나타내었다.
3.2 도공지의 물성
3.2.1 거칠음도
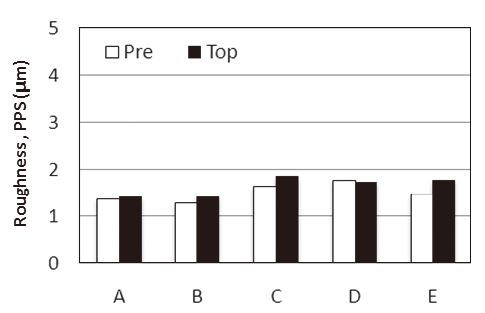
Fig. 4는 도공판지의 거칠음도를 보여 주고 있다. VAE 대체율이 증가할수록 거칠음도가 높아지는 결과를 나타내었으며(B와 C비교) eco 바인더의 사용시에도 거칠음도가 높아지는 것을 나타내었다(D와 E비교). 이는 전분베이스인 eco 바인더의 필름형성 능력이 다소 떨어져 이러한 결과를 나타낸다고 사료된다.
3.2.2 백색도, 백감도 및 불투명도
Fig. 5는 도공판지의 백색도 결과를 보여 주고 있다. VAE의 대체율이 증가 할수록 백색도가 증가하는 결과를 나타내었다(B와 C비교). 또한, eco 바인더의 첨가량이 증가할수록 백색도가 증가하는 결과를 나타내었다(D와 E비교). 탑코팅층이 동일함에도 불구하고 프리코팅층의 백색도가 탑코팅층에 영향을 미쳐 다른 결과를 나타낸 것이라 사료된다.
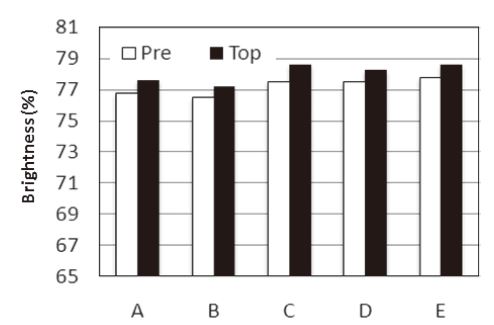
Fig. 6은 도공판지의 백감도 결과를 보여 주고 있다. 백감도는 백색도와 같은 경향을 나타내었다. 또한 앞선 백색도의 결과와 같이 탑코팅층이 같음에도 불구하고 탑코팅층의 백감도가 다른 결과를 나타내는 것은 프리코팅층의 백감도가 탑코팅층에 영향을 주는 것으로 사료된다.
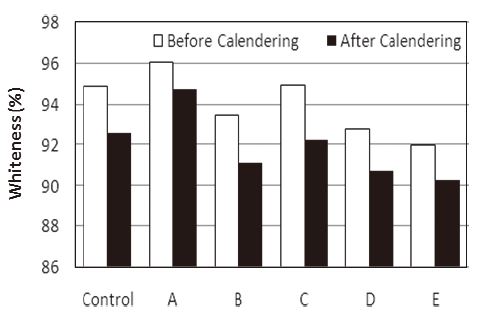
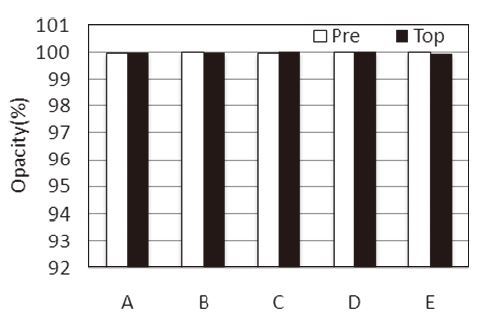
Fig. 7은 도공판지의 불투명도 결과를 보여 주고 있다. 캘린더 처리 전·후에서 불투명도의 차이는 미미하게 나타내었다. 이는 원지의 평량 자체가 크기 때문에 이러한 결과를 나타낸 것으로 사료된다.
3.3 도공지의 인쇄적성
3.3.1 Ink set-off
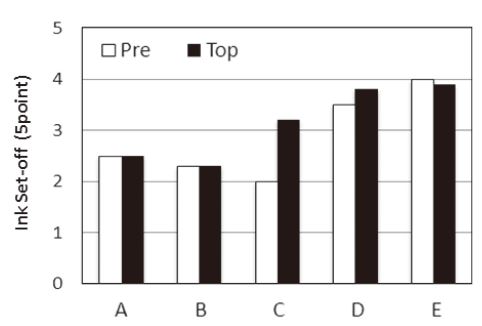
Fig. 8은 RI 테스트용 인쇄기를 이용하여 ink set-off를 측정한 인쇄샘플을 5점법을 통해 평가한 결과이다. 잉크세트성이 빠르면 인쇄광택의 저하가 발생하며, 느리게 되면 인쇄 시 뒷묻음이 발생 한다. Cyan 잉크가 묻어날수록 잉크세트성이 불량한 것으로 VAE와 eco 바인더의 대체량이 증가할수록 뒷묻음 현상이 적어지고 잉크 세트성이 개선되는 것으로 나타났다.
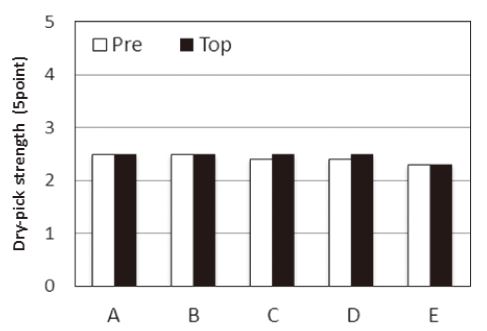
3.3.2 Dry-pick 및 wet-pick
RI 테스트용 인쇄기를 이용하여 도공판지 샘플의 건조뜯김강도와 습윤뜯김강도를 5점법을 통해 평가하였다(Figs. 9, 10). 건조뜯김강도는 비교된 샘플간의 물성차가 거의 나타나지 않았고 유사한 물성을 나타내었다.
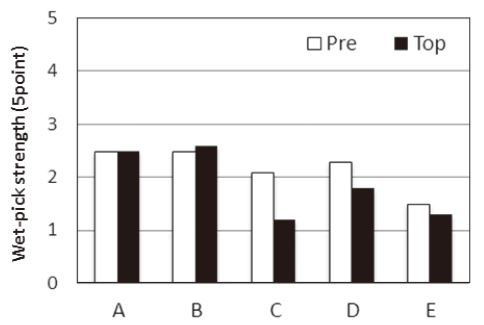
습윤뜯김강도의 경우는 SB 라텍스를 VAE 에멀젼 바인더로 대체한 도공배합에서 VAE 에멀젼 바인더의 대체 첨가량이 증가됨에 따라 습윤뜯김 강도가 저하되는 결과를 나타내었다(Fig. 10, sample B, C). SB 라텍스를 eco 바인더로 대체 첨가하는 도공배합의 경우, eco 바인더의 대체 첨가량이 증가됨에 따라 습윤뜯김강도가 저하되는 결과를 나타내었다. 이와 같이 VAE 에멀젼 바인더와 eco 바인더를 이용하여 SB 라텍스를 대체하는 배합의 경우, 습윤뜯김강도가 저하되는 도공지 물성을 나타내고 있는데 이는 VAE 에멀젼 바인더와 eco 바인더가 형성하는 필름의 내수강도가 SB 라텍스에 비해 다소 부족하기 때문으로 생각된다.
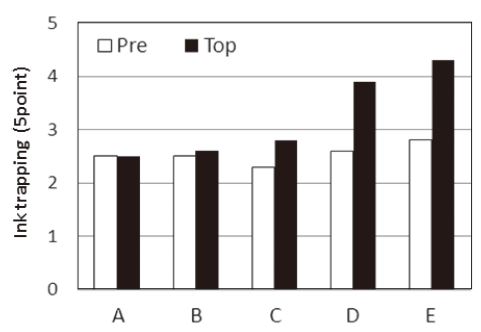
3.3.3 Ink trapping
Fig. 11은 도공판지의 ink trapping을 실시한 인쇄샘플을 5점법을 통해 평가한 결과이다. SB 라텍스와 VAE에서 cyan 잉크의 얼룩이 보이는 것으로 나타났으며 eco binder에서는 인쇄얼룩이 보이지 않는 결과를 나타내었다. 이는 잉크흡수성이 우수한 eco 바인더의 경우 다른 바인더에 비하여 높은 보수성과 점도를 나타내어 바인더 마이그레이션이 지연됨으로써 보다 균일한 도공층을 형성하였기 때문에 인쇄얼룩이 생기지 않은 것으로 사료된다.
4. 결 론
본 연구에서는 물성이 서로 다른 네 가지의 바인더를 프리코팅층에 적용하여 도공지 물성과 인쇄적성을 평가하였으며 다음과 같은 결과를 얻었다.
VAE의 대체 첨가율이 증대될수록 거칠음도는 저하되는 결과를 나타냈으나 백색도와 백감도는 개선되는 결과를 나타냈다. 인쇄적성 평가결과의 경우, ink set-off와 인쇄모틀은 첨가량의 증가에 비례해서 개선되는 결과를 나타내었으나 습윤뜯김강도는 저하되는 결과를 나타내었다. Eco 바인더는 대체 첨가율이 증가할수록 거칠음도는 증가되었으나 백색도와 백감도가 미미하게 개선되는 결과를 나타내었다. 인쇄적성 평가의 경우, 인쇄모틀은 우수한 결과를 나타내었으나 습윤뜯김강도는 저하되는 결과를 나타내었다.
바인더의 필름형성능력이 도공액의 부동화와 도공층 구조에 크게 영향을 미치는 것으로 판단된다. 다시말해 탑코팅층용으로는 동일한 도공배합을 적용하였지만 프리코팅층용 도공배합 조건(바인더의 선정)에 따라 최종 도공지 물성에 영향하고 인쇄모틀을 포함한 인쇄적성에도 크게 영향을 미치는 것으로 판단된다.
