

1. 서 론
국내 제지산업의 생산규모와 주원료인 펄프자원의 수급 상황을 비교해 보면 국내 제지산업은 펄프원료에 대한 해외의존도가 극히 높다는 것을 잘 알 수 있다. 특히 이러한 현상은 천연펄프를 사용하는 인쇄 및 필기용지 분야에서 두드러진다. 이러한 펄프원료의 해외의존 현상은 국내생산 제품의 국제경쟁력을 저하시키는 요인으로 작용하고 있어 그 대책이 요망되고 있다. 또한 고품질의 인쇄품질에 대한 소비자의 요구는 계속 증가하고 있어, 원가절감과 인쇄품질 향상이라는 두 양단의 목표를 동시에 충족시킬 수 있는 제품의 개발이 요청되고 있다. 이러한 목적을 달성하기 위한 방안의 하나로 우리나라에서는 전통적으로 인쇄용지의 충전물 함량을 증가시키기 위한 노력을 지속적으로 경주해 왔다. 이러한 방법은 수입에 의존하고 있는 펄프 섬유를 저렴한 비섬유계 물질인 충전물로 대체함으로써 생산원가를 줄이는 가장 보편적인 방법이기 때문이다. 기존의 일반적인 충전물 사용기술의 한계를 극복하고 고충전기술로 나아가기 위해서 충전물을 다양한 고분자전해질로 처리함으로써 종이 내 회분 증량과 종이의 제반강도저하 문제를 동시에 해결하고자 많은 노력이 기울여진 바 있다. 고충전과 관련하여 종이의 강도 저하 현상을 극복하고 탈수성의 저하되는 것을 방지하기 위한 방안으로 충전물 응집기술이 소개된바 있다. 충전물 응집기술의 핵심은 제조 공정 중 발생하는 고전단에 견디며 그 크기를 유지하는데 있다. Seo 등1)은 공정 중 pH와 온도 등을 조절함으로써 충전물 응집체의 크기를 조절가능하다고 보고한 바 있으며, Im2)은 대표적인 충전물 응집제인 양이온성 폴리아크릴 아마이드와 강한 음이온성을 띄는 마이크로폴리머를 이용하여 강한 응집강도를 갖는 응집체를 제작할 수 있으며 이를 통해 단일고분자를 사용하였을 때와 비교하여 제반강도의 저하 없이 고충전된 수초지를 제작 할 수 있다고 보고 한 바 있다.
이러한 충전물 선응집 기술은 비도공지의 충전물 함량 증대를 통한 원가절감에 크게 기여한 바 있으나 최근 들어 고충전된 원지를 이용한 아트지 지종에 접힘터짐의 발생이 급증하고 있어 국내 뿐 아니라 해외 제지업계에 심각한 문제를 일으키고 있다. 접힘터짐은 고충전 도공지의 주된 품질 크레임으로 국내 뿐 아니라 세계 각국에서 새로운 도전과제로 대두되고 있는 실정이다.
접힘터짐은 도공지의 가공작업 때 접힘부위의 도공층이 바깥쪽으로는 인장력을 안쪽으로는 압축력을 견디지 못하고 터지는 현상을 말한다.3) 도공원지를 중점으로 진행되었던 선행연구로는 원지제작 시 펄프 배합비 및 고해조건을 변경시켜 접힘터짐과의 상관관계를 구명하고자 한 연구가 있었으며,4) 도공층을 중점으로 진행되었던 연구에서는 도공용 바인더의 Tg, 바인더 함량 등에 의한 접힘터짐에 대한 연구가 보고된 바 있다.5,6) 또한 시뮬레이션 기법인 유한요소법을 이용하여 실험적인 방식으로는 풀이할 수 없는 도공층 내의 응력집중에 대한 연구도 진행된 바 있다.7-9)
이에 비해 충전물 함량이 접힘터짐에 미치는 영향에 대한 연구는 아직 많이 진행이 되고 있지 않은 실정이다. Seo등10)이 연구한 충전물함량에 따른 접힘터짐의 영향에 대한 연구에서는 원지내 회분함량이 증가함에 따라 원지의 신장률이 감소하여 터짐이 심화된다고 보고된 바 있으나, 이는 원지 내 회분함량이 28% 이상 되는 고충전지에서 충전물함량과 접힘 터짐과의 상관관계를 설명하기엔 부족하며 충전물 처리방식에 따른 영향을 확인하기에는 어려움이 있다는 한계를 지니고 있었다.
본 연구에서는 국내외 제지산업의 가장 큰 이슈 중 하나인 도공지의 접힘터짐을 완화시킬 수 있는 방안으로서 충전물의 선응집 기술 활용방법과, 도공층의 결합력을 증가시킬 수 있는 나노바인더의 활용효과를 검토하였다. 이러한 연구를 수행함에 있어서 이미지분석법을 이용하여 충전물 선응집기술을 적용시켜 고충전된 도공원지가 도공지의 접힘터짐에 미치는 영향을 조사하였으며, 나노 사이즈의 도공바인더 활용이 접힘 터짐 완화에 미치는 영향을 검토하였다.
2. 재료 및 방법
2.1 공시재료
도공원지 제작을 위해 유칼립투스 Hw-BKP를 400 mL CSF로 고해하였다. 충전물로는 중질탄산칼슘(ground calcium carbonate, Hydrocarb 75F, Omya), 충전물을 응집시키기 위해서는 양이온성 고분자인 Polyacrylamide(Percol 63, 전하밀도: +1.48 meq/g, BASF)와 음이온성 고분자전해질로인 microp-olymer(Telioform, 전하밀도: -7.84 meq/g, BASF)를 사용하였다. 프리층에는 Hydrocarb 60(GCC, Omya)을 안료로 사용하였으며, 탑층에는 Setacarb 77K(GCC, Omya)와 Ultra gloss(Clay, Moorim)을 80:20 비율로 사용하였다. 프리층 S/B latex로는 Tg가 -19℃, 입도가 180 nm인(LG Chem.) 라텍스바인더를 사용하였으며, 탑층S/B latex로는 Tg가 -6℃, 입도가 123 nm인(LG Chem.)라텍스바인더와 서스펜션 중합방식으로 제작된 나노입자크기의 바인더(Tg: -5℃, 입도: 70 nm, SongKang)를 적용하였다.
2.2 실험방법
2.2.1 도공원지 제작 및 코팅
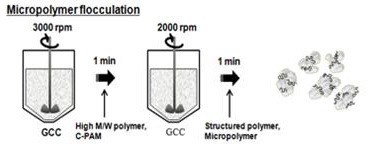
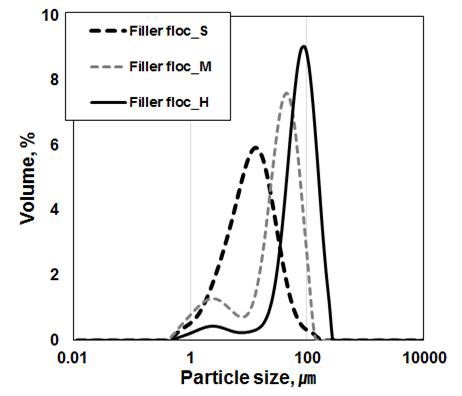
충전물 선응집 유무 및 응집체의 크기에 따른 접힘터짐의 영향을 알아보기 위해 50wt%로 희석된 GCC 슬러리에 각각 0.05wt%로 희석된 C-PAM과 micropolymer를 투입하여 응집체를 제작하였다(Fig. 1). 응집체 제작을 위한 충전물 투입량과 응집체 물성을 Table 1과 Fig. 2에 나타내었다.
농도 0.5wt%로 준비된 펄프 슬러리에 충전물 또는 충전물 응집체를 투입하여 원지 내 충전물 함량이 20, 25, 30wt%가 되도록 150 g/m2의 수초지를 제작하였다. 또 이 위에 Table 2와 같이 준비된 도공액을 바 코터를 이용하여 이중도공을 실시하였다. 도공량은 각층 모두 20 g/m2이 되도록 코팅 로드를 조절하여 도공하였다.
2.2.2 인쇄 및 접힘 터짐 평가
도공지의 인쇄를 위해 가로 2.5 cm, 세로 15 cm의 크기인 시편을 준비 한 후 대지에 셀로판 테이프를 이용하여 양쪽 끝을 고정시켰다. 본 실험에서는 RI 인쇄 시 발생하는 뜯김현상을 최소화하기 위해 수동롤러를 이용하여 잉크를 도포하였으며, 완전히 건조되도록 항온항습(온도 23℃, 상대습도 50%) 조건에서 24시간 이상 보관하였다. 이후 AA-GWR 장비를 이용하여 도공지가 접히는 면적에 균일한 압력을 부여하며 접힘을 실시하였다. 접힘처리가된 샘플은 스캔작업을 위해 2 cm × 3 cm 로 재단하였으며, 30°로 꺾인 아크릴 거치대에 장착한 후 스케너(Hp Scanjet 5530)를 이용하여 1200 dpi 해상도로 접힘 부위의 이미지를 얻었다. 그 후 바이너리 이미지 변환을 통해 터짐이 발생한 영역과 온전한 영역의 명암차이를 극대화하였다. 이미지 분석 프로그램(Image pro+ 4.5)을 이용하여 흰 영역, 즉 터짐이 발생한 영역을 넓이를 전체면적 대비 백분율로 수치화하였다.
2.2.3 원지 및 도공층 물성 측정
수초지의 인장강도와 내부결합강도는 TAPPI test method T494-96와 T506 wd-83에 의거평가하였다. 휨강성은 TAPPI test method T489 om-99에 의거하여 평가하였다. 원지 내부에 포함되어 있는 충전물의 분포를 확인하기 위해 전계방출 주사 현미경(FE-SEM, SUPRA 55VP, Germany)을 이용하였다.
도공층의 인장물성을 얻기 위해 PE(polyethylene, 두께: 50 μm) 필름에 바 코터를 이용하여 Table 2와 동일한 도공액 조건으로 이중코팅을 진행한 후 완전히 건조되도록 항온항습(온도 23℃, 상대습도 50%) 조건에서 24시간 이상 보관하였다. PE 필름에서 도공층을 분리 한 후 UTM 장비(Instron, 5973)를 이용하여 도공층의 인장물성을 평가하였다.
3. 결과 및 고찰
3.1 도공원지 물성
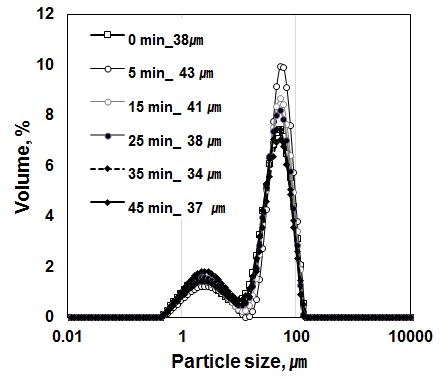
수초지를 만들기 전에 제작된 충전물 응집체가 그 크기를 유지하고 있는지를 확인하기 위하여 한 시간 동안 10분 간격으로 응집체의 크기를 확인하였다. Fig. 3에 보이는 것처럼 시간 경과와 관계없이 거의 일정 크기의 응집체가 유지되는 것을 알 수 있다. 이는 응집체에 의해 발생할 수 있는 원지 물성의 편차가 최소한이 되었다는 걸 의미한다.
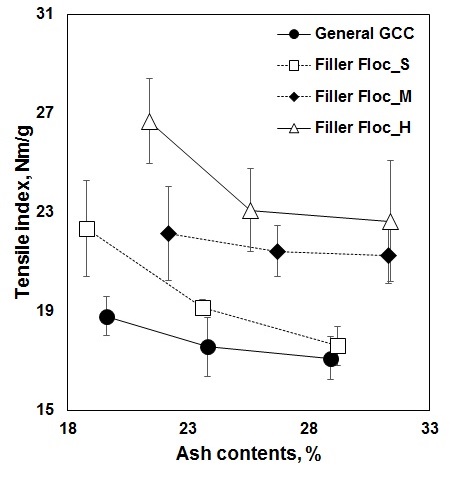
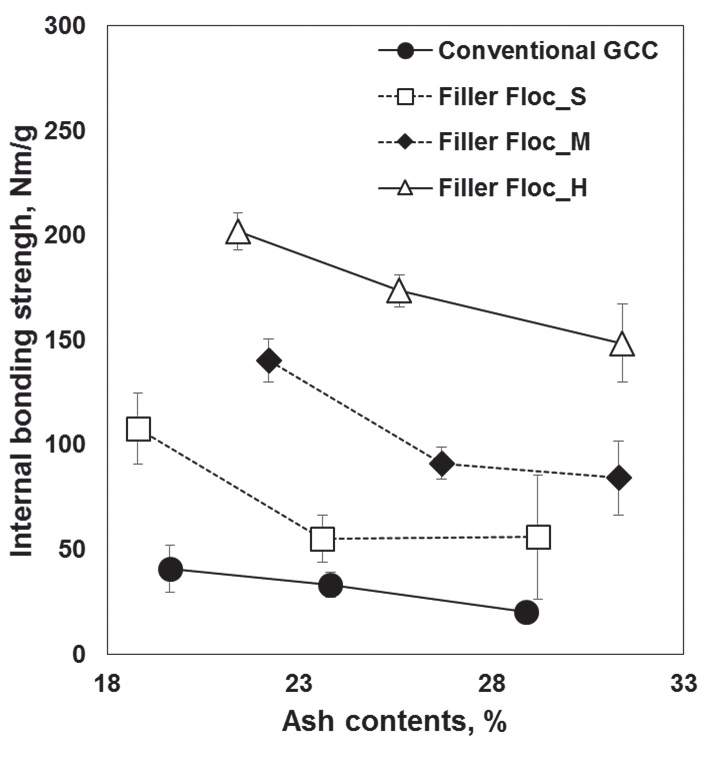
일반적으로 원지 내 충전물 함량이 증가할수록 충전물에 의한 섬유 간 결합의 방해가 발생되므로 섬유의 자체 강도 뿐 아니라 섬유 간 결합에 크게 좌우되는 종이의 인장강도는 감소하게 된다. 하지만 충전물 응집체를 이용하게 되면 섬유와 직접 접촉하는 충전물의 표면적을 줄일 수 있기 때문에 결과적으로 섬유 간 결합면적이 적게 감소되도록 하여 종이의 강도감소 현상을 억제하게 된다고 알려져 있다.1,2)
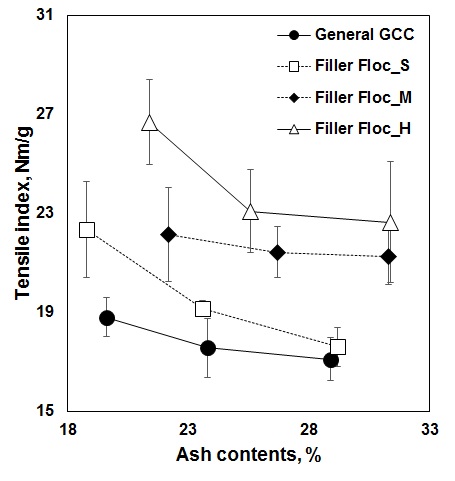
Figs. 4-6은 충전물 응집체의 크기와 함량에 따른 원지의 인장, 압축, 내부 결합강도를 나타낸 것이다. 원지 내 회분함량이 증가함에 따라 응집체의 크기 및 선응집처리 유무에 관계없이 물리적 강도는 감소하는 경향을 보였다. 하지만 적용된 응집체의 크기가 증가함에 따라 종이의 세 가지 물성은 모두 동일 회분 함량에서 상승하는 결과를 보였다. 즉 동일 회분함량에서 기존의 충전물 사용방법으로 제조된 종이의 강도가 가장 낮았고, 응집체의 크기가 가장 큰 경우에 가장 높은 강도를 보였다. 이는 충전물이 섬유와 직접 접촉하는 표면적을 최소한으로 함으로써 섬유 간 결합면적을 증가시킨 결과라 판단된다.
3.2 회분함량과 충전물 응집에 따른 접힘터짐 영향
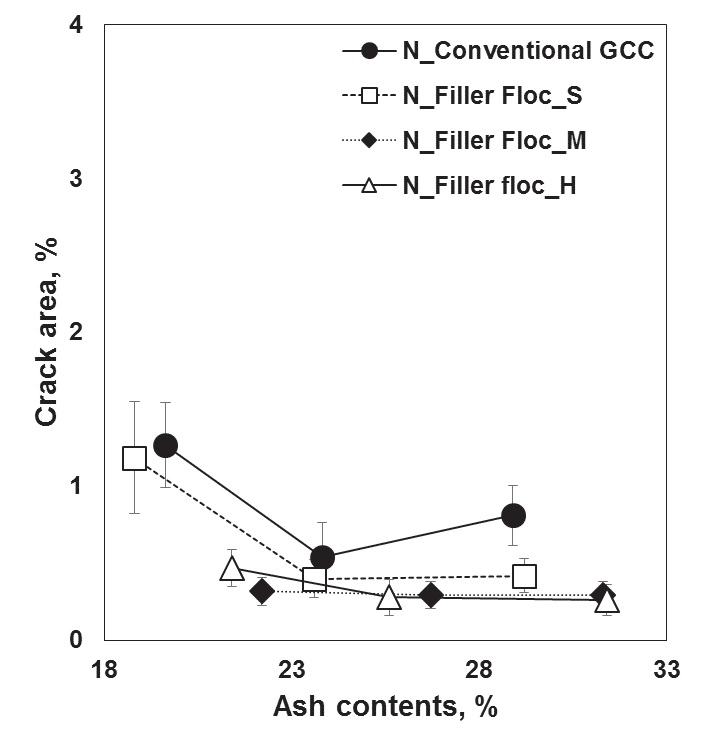
원지의 물성과 접힘 터짐 간에 상관관계에 대한 많은 연구가 진행되고 있지만 회분함량의 범위, 적용된 지력증강제의 종류 등의 여러 변수들이 존재하여 아직 뚜렷한 메카니즘이 제시되고 있지는 않다. 선행 연구에 따르면 접힘 공정 중 접힘 부위에 발생하는 인장력에 의해 터짐이 발생하게 되며 인장강도가 약해짐에 따라 터짐 현상은 심화될 수 있다.4,10)Fig. 7. 은 도공지의 접힘 터짐을 평가한 결과이다. 본 연구에서는 회분함량이 증가하게 되어 원지의 제반물성이 낮아 질 때 터짐이 심화되는 경향을 보이지만 오히려 회분함량이 30% 정도로 고충전 될 시에는 터짐 면적이 유지되거나 오히려 감소하는 경향을 보였다. 고충전됨에 따라 원지의 두께가 감소하여 접힘이 발생하는 말단 부위의 곡률이 작아져 인장력이 감소된 것으로 판단된다.
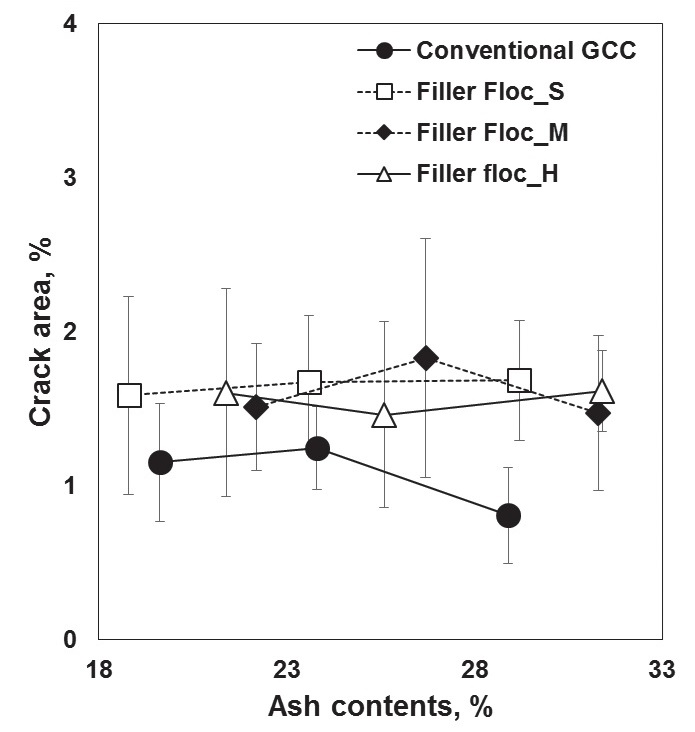
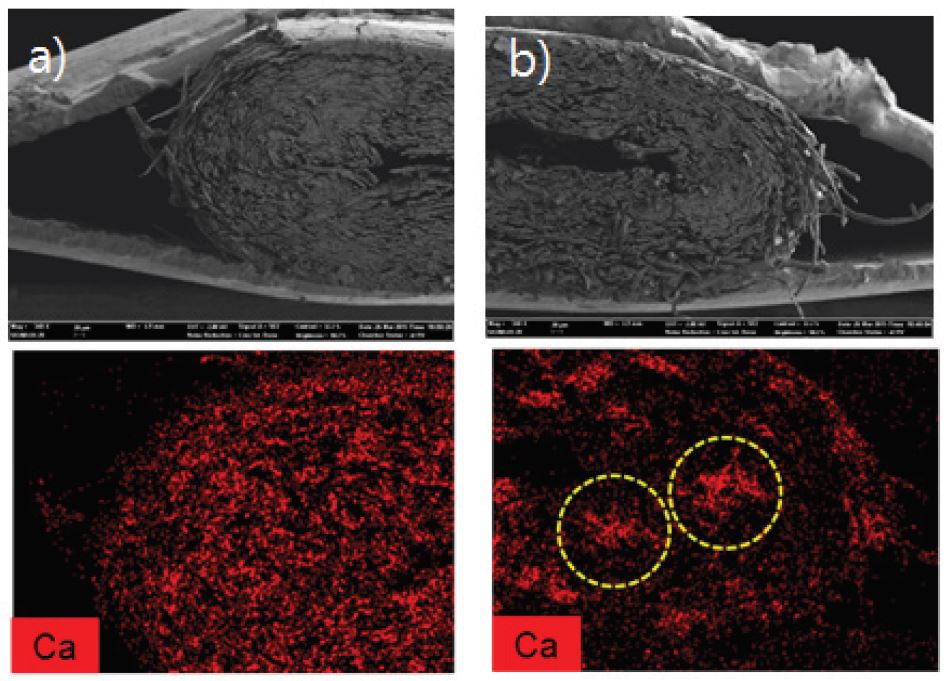
또한 충전물 응집체를 적용하였을 경우 터짐형상이 심화된 것을 알 수 있다. Fig. 8은 접힘이 발생하는 영역의 회분분포 함량을 SEM/EDS를 통해 관찰한 것으로 붉은색 부위는 탄산칼슘의 분포를 나타낸다. Fig. 8(b)는 충전물 응집체가 적용된 도공지의 단면을 관찰한 것으로 응집체가 파괴되지 않고 원지 내 잔류하고 있음을 알 수 있는데, 이로 인해 접힘 과정 중 응집체에 의해 도공지 최외곽층이 늘어나야할 반경이 증가하여 터짐이 심화된 것으로 추정된다.
3.3 바인더에 따른 접힘터짐 평가
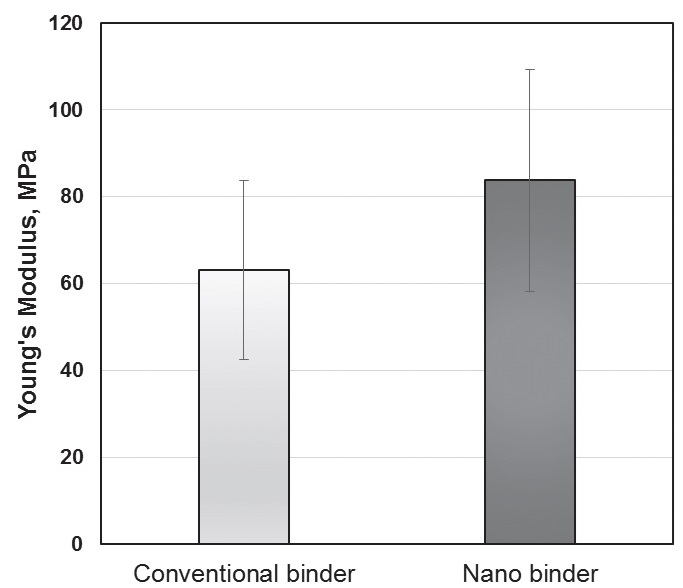
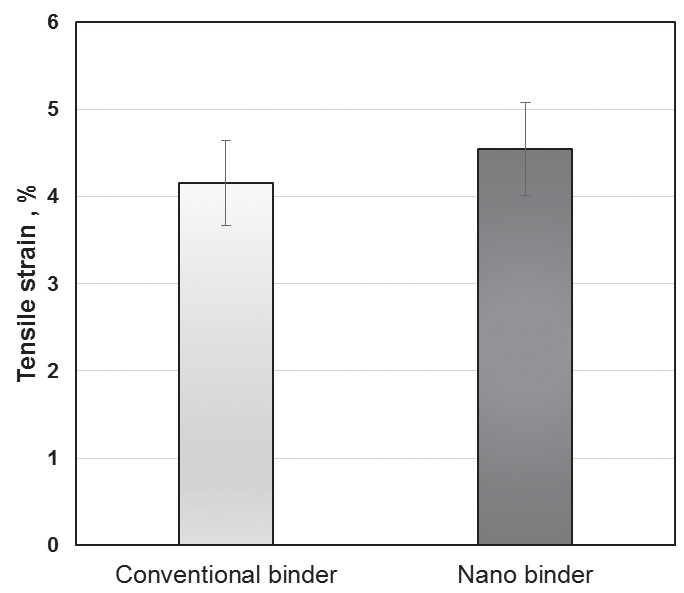
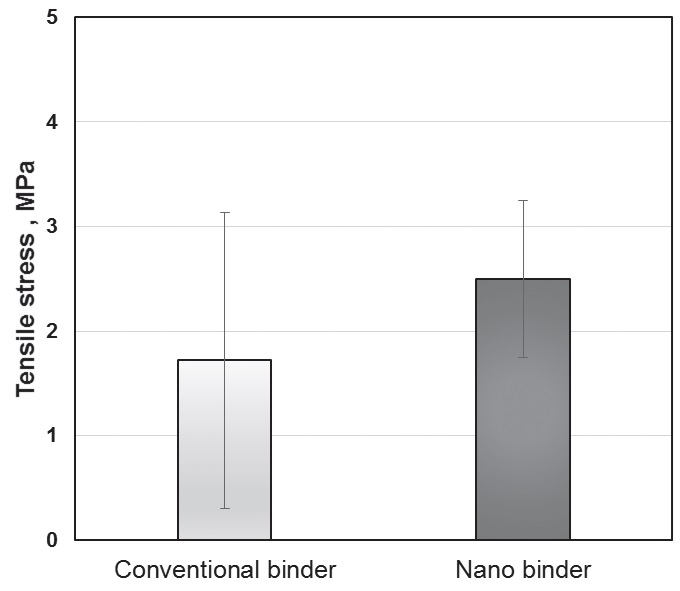
원지 내 회분함량이 증가하게 되면 접힘 터짐이 완화되는 결과를 얻기는 하였으나 이는 과도한 회분함량 증가에 따른 인장강도 등 다른 제반물성의 저하를 유발할 뿐 아니라, 공정 내 보류율 저하에 따른 공정수 오염과 도공지의 뜯김 현상 등 다양한 문제를 야기 할 수 있기 때문에 도공지의 접힘터짐만을 해결하기 위한 최적의 해답이 될 수 없을 것으로 판단하였다. 따라서 원지내의 회분 함량과 상태 변화에 따라 발생하는 접힘 터짐을 완화하기 위한 도공층의 물성개선 기술이 필요하다고 판단하였다. Figs. 9-11은 PE 필름에서 박리한 도공층의 인장물성을 측정한 것으로 서스펜션 중합법에 의해 입도를 감소시킨 바인더를 소량만 적용시킬 경우 인장강도, 신장율 및 영계수가 모두 상승하였다. 이는 입도가 작은 나노바인더를 사용함에 따라 안료와 안료 간에 결합을 증가시켜 도공층의 인장물성이 증가된 때문으로 판단된다.
Fig. 12는 도공액에 나노 사이즈의 바인더를 첨가하여 제작된 도공지의 접힘 터짐을 평가한 결과이다. Fig. 7과 동일한 원지조건임에도 불구하고 터짐 면적이 줄어들었음을 알 수 있다. 특히 나노바인더의 사용량이 1 pph로 작았음에도 불구하고 접힘터짐의 효과가 크게 나타난 것은 매우 주목할 만한 결과이다.
이러한 결과는 원지 내 회분함량 및 충전물 응집체 유/무에 따른 도공원지 조건을 변경시키는 것에 비해 도공액 조건의 변경을 통해 도공층의 인장물성을 변경시키는 것이 도공지의 접힘 터짐에 보다 현실적이고 실제적인 해답일 것으로 판단된다.
4. 결 론
본 연구에서는 도공원지 내 회분함량과 충전물 응집체의 적용 유무에 따른 접힘 터짐의 변화에 대해 평가하였으며, 도공 바인더의 입자크기에 따른 영향을 평가하였다. 인장강도가 상승함에 따라 터짐이 증가한다는 선행 연구와는 다르게 회분이 포함된 원지조건의 경우 회분 함량이 증가할 때 접힘터짐이 증가하였으나 고충전 시 터짐 현상은 오히려 감소하였다. 이는 원지의 두께가 감소됨에 따른 말단 부위에서 곡률의 감소가 접힘터짐에 더 큰 영향을 미치기 때문으로 판단된다. 입자크기가 작은 도공 바인더를 병용한 도공층의 인장물성을 평가하고 이를 일반 라텍스만을 사용한 경우와 비교하였다. 나노바인더에 의한 인장물성의 향상은 전체적인 도공지의 접힘터짐을 감소시키는 결과를 보였다. 원지의 회분함량과 충전물 처리방식에 따른 원지 조건을 변경시키는 방법보다는 도공층의 물성을 변경시키는 것이 접힘터짐을 해결하기 위한 적절한 방법이라고 판단된다.
