

1. 서 론
한국제지연합회 자료에 따르면 주요 제지업체에서는 연간 131만 톤 이상의 제지슬러지가 발생되고 있다. 제지슬러지는 제지공정에서 발생하는 고형분 폐기물로 정의되는데 주로 해양투기, 매립을 통해 처리되었으나 폐기물관리법 시행규칙의 개정에 따라 2016년부터 해양투기가 전면 금지되어1) 국내 제지산업에 심각한 문제를 야기하고 있다. 제지슬러지는 수분함량이 높고 유기물에 의한 부패 방지 및 매립시 토양오염이 일어나는 것을 방지하기 위해 대체로 소각과 같은 열처리를 통해 처리하고 있는데2) 이렇게 소각된 비산재 혹은 바닥재를 제지애쉬(paper ash)라고 한다. 제지애쉬는 퇴비, 콘크리트 혼화재, 원예용 상토, 연료 등 다양한 분야에서 활용방안이 보고되고 있지만 주로 매립을 통해 처리되기 때문에3) 환경오염을 방지하고 제지슬러지의 원활한 처리를 위해서는 친환경적이면서 보다 실용적인 제지애쉬의 활용방안 도출이 시급하다.
전보에서는 박엽지 생산공정에서 발생하는 제지슬러지를 700℃ 이하에서 소각처리하게 되면 수율이 높은 제지애쉬를 제조할 수 있는 것으로 보고하였다.4) 또한 선행연구에서 화력발전소에서 발생하는 플라이애쉬를 재생펄프에 투입하여 수초지를 제조할 경우 플라이애쉬가 섬유상에 흡착되어 건조될 때 섬유 간의 공극을 유지시켜 종이의 벌크가 상승되는 효과를 나타냈고5) 평량이 상대적으로 높은 판지의 경우 벌크가 상승하게 되면 재생펄프의 사용량과 건조에너지를 절감할 수 있는 것으로 보고하였다.6) 따라서 제지슬러지의 소각을 통해 발생되는 제지애쉬를 판지공정에서 무기 첨가제로 활용한다면 판지의 원료와 건조에너지 절감에 효과적일 것으로 판단된다. 그러나 벌크가 상승하게 되면 섬유 간 결합이 낮아져 종이의 강도 저하를 피할 수 없다.7) 따라서 제지애쉬가 판지공정에서 무기 첨가제로 활용되기 위해서는 종이의 강도 보완기술 적용이 필요하다. 제지애쉬와 같이 섬유와의 결합이 어려운 무기충전제의 사용량 증가에 따른 강도 저하를 보완하기 위해 선응집(prefloccuation),8) LbL다층 흡착 기술(layer-by layer surface treatment),9,10) 표면개질(surface modification)11) 등이 보고되었는데 이 기술들은 섬유와 결합이 가능한 고분자전해질을 활용하는 것이 핵심이다. 제지슬러지로 제조한 제지애쉬는 정전기적으로 음이온성을 나타내기 때문에4) 양이온성 고분자전해질을 이용하여 전하역전을 통해 강도를 보완하는 표면개질 기술이 적합한 것으로 판단된다.
본 연구에서는 특수지 생산공정에서 발생하는 제지슬러지로 제조된 제지애쉬를 적용하여 수초지의 벌크, 강도, 건조에너지 감소율을 평가하여 제지애쉬의 무기 첨가제로 사용 가능성을 평가하였다. 또한 양이온성 고분자전해질에 의한 제지애쉬의 표면개질을 통해 벌크 상승에 따른 강도 저하를 보완할 수 있는지를 확인하고자 하였다.
2. 재료 및 방법
2.1 공시재료
본 연구에서는 선행연구에서 사용한 슬러지 중 유리간지 슬러지를 경남 소재 N사에서 공급받아 사용하였다. 건조되지 않은 상태의 슬러지를 제공받았으며, 유기물에 의한 부패를 방지하기 위해 4℃에서 냉장 보관하였다. 수초지 제조를 위해 D사에서 분양받은 국산 폐골판지(KOCC, Korean old corrugated container)를 사용하였고 제지애쉬의 표면개질을 위해 양이온성 고분자전해질인 C-PAM(cationic polyacrylamide)을 사용하였다. C-PAM의 기본 특성은 Table 1에 나타냈다.
2.2 실험방법
2.2.1 제지애쉬의 주요 물성 측정 방법
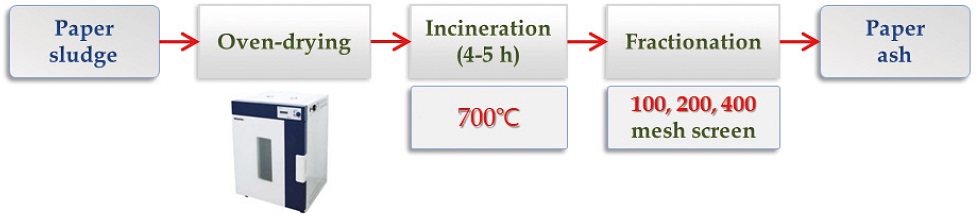
제지애쉬 제조 과정을 전체적으로 요약하여 Fig. 1에 도시하였다. 제지애쉬를 제조하기 위해 실험실용 건조기(WOF-155, Wisd, Korea)를 이용하여 유리간지 슬러지를 전건한 후 실험실용 전기로(Therm FP-14, Wisd, Korea)를 이용하여 700℃에서 소각처리하였다. 소각처리된 제지애쉬를 막자와 막자사발을 이용하여 분쇄를 실시한 후 100, 200, 400 메쉬 스크린을 이용하여 Table 2와 같이 3종류의 제지애쉬를 제조하였다. 제지애쉬의 크기를 비교하기 위해 입도 분석기(1090LD, CILAS, France)를 사용하여 평균 입도를 측정하였고 제지애쉬의 정전기적 특성을 분석하기 위해 제타전위분석기(Zetasizer Nano ZS, Malvern, UK)를 이용하여 제타전위를 측정하였다.
2.2.2 제지애쉬를 적용한 수초지 제조 및 물리적 특성 측정 방법
KOCC를 18시간 동안 물에 침전시켰다가 10% 농도로 고속해리기를 이용하여 약 30분간 해리시킨 후 섬유가 뭉침 없이 완전히 분산된 것을 확인한 후 농도 0.5%로 희석을 실시하여 최종 지료를 준비하였다. 유리간지 슬러지로 제조된 3종류의 제지애쉬와 C-PAM으로 표면개질된 제지애쉬를 각각 전건섬유 대비 1, 3, 5%로 KOCC 지료에 투입한 후 TAPPI Standard Method T 205에 의거하여 100±4 g/m2의 습지필을 제작하였다. 제조된 습지필은 3.5 kgf/cm2의 압력 조건에서 5분간 압착한 후 실험실용 실린더 건조기로 건조시켰고 물리적 특성 측정 이전에 조습처리를 실시하였다. 이후 23℃, 50% RH에서 24시간 조습처리된 수초지의 두께를 측정한 후 TAPPI Standard method에 의거하여 평량, 벌크(TAPPI T 411)를 측정하였으며, 인장압축강도 시험기(Tensile & Compression Tester, FRANK-PTI, Germany)와 파열강도시험기(Mullen type bursting tester, Daeill Machinery, Korea)를 사용하여 인장강도(TAPPI T 494), 압축강도(TAPPI T 818) 및 파열강도(TAPPI T 403)를 측정하였다.
2.2.3 제지애쉬를 적용한 수초지의 건조에너지 감소율 측정 방법
2.2.2와 동일한 방법으로 제조된 습지필을 3.5 kgf/cm2의 압력 조건에서 5분간 압착한 후 최종적으로 수분함량 측정용 습지필로 사용하였다. 이후 실험실용건조기(WOF-155, Wisd, Korea)를 사용하여 105℃ 조건으로 전건시켜 습지필의 수분함량을 측정하였다. 측정된 습지필 수분함량을 이용하여 식 1과 같이 건조에너지 감소율을 계산하였다.12)
2.2.4 제지애쉬의 표면개질을 통한 강도 개선 효과 분석 방법
유리간지 슬러지로 제조된 제지애쉬 중 2.2.2와 2.2.3을 통해 선정된 제지애쉬를 대상으로 표면개질을 통한 수초지의 강도 개선 효과를 분석하였다. 제지애쉬를 30%로 희석하고 양이온성 고분자전해질인 C-PAM을 일정량 투입한 후 600 rpm 조건에서 20분간 교반을 실시하였다. 제지애쉬의 전하가 안정적으로 역전되는데 요구되는 C-PAM의 투입량을 결정하기 위해 제타전위분석기(Zetasizer Nano ZS, Malvern, UK)를 이용하여 제타전위를 측정하였다. 표면개질이 완료된 후 2.2.2와 동일한 방법으로 수초지를 제조하고 물리적 특성을 평가하여 표면개질 여부에 따른 강도 개선 효과를 파악하였다.
3. 결과 및 고찰
3.1 제지애쉬의 주요 물성 평가
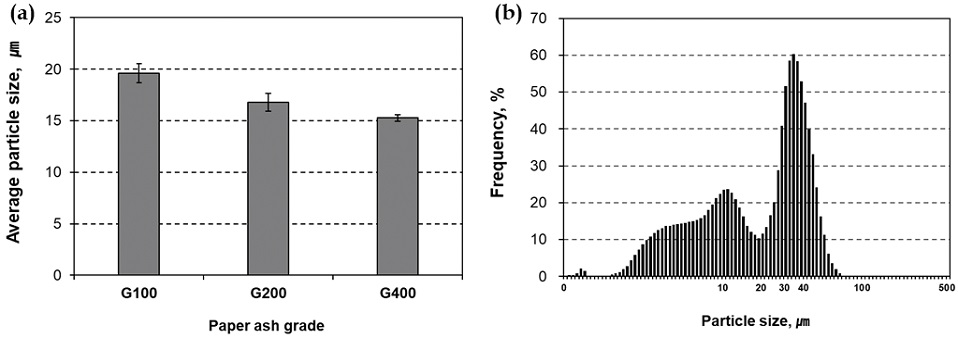
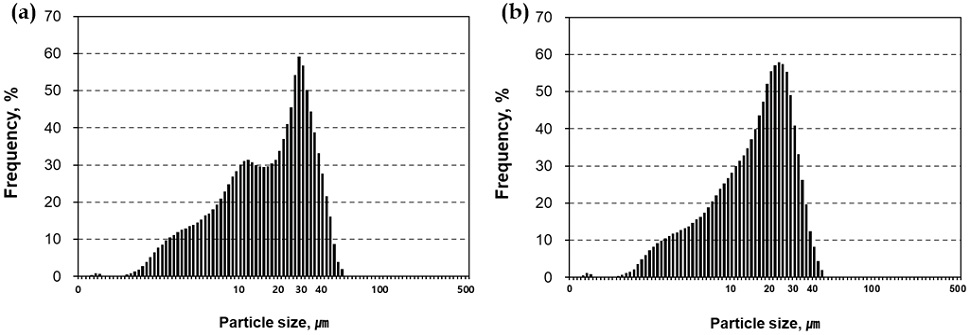
유리간지 슬러지를 이용하여 700℃에서 소각한 후 100, 200, 400 메쉬 스크린으로 분급하여 제조된 제지애쉬의 평균 입도와 입도 분포를 Figs. 2-3에 도시하였다. 스크린 크기별로 살펴보면 스크린 메쉬가 증가함에 따라 평균 입도가 감소하였고 200 mesh 스크린을 통과한 충전제는 약 16.8 µm, 400 mesh 통과한 충전제는 약 15.2 µm의 평균 입도를 나타냈다. 100 mesh 스크린을 통과한 충전제는 다분산성(poly-dispersed) 특성을 나타내는 것으로 볼 때 입자의 균일성이 다소 낮은 것으로 판단되나 200, 400 mesh 스크린을 통과하는 제지애쉬의 입도 분포가 단분산성으로 이동하는 것으로 볼 때 입자 크기가 감소할수록 입자의 균일성도 증가하는 것으로 판단된다. 가장 높은 비율을 나타내는 입자 크기가 100 mesh에서는 40 µm, 200 mesh는 30 µm, 400 mesh는 20 µm로 감소하는 것을 볼 수 있고 이 피크값은 판지용 무기 충전제 선정에 매우 중요한 항목으로 사용할 수 있을 것으로 사료된다.13)
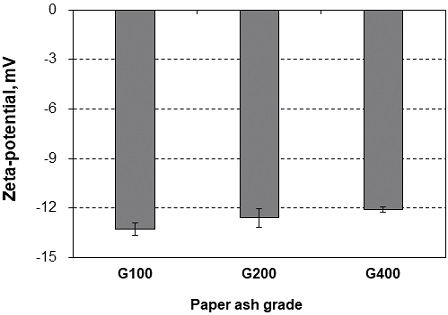
제지애쉬의 정전기적 특성을 파악하기 위해 제타전위를 측정하였고 그 결과를 Fig. 4에 도시하였다. 전체적으로 제지애쉬는 음이온성을 나타내고 스크린 메쉬가 증가함에 따라 제타전위는 양의 값으로 다소 증가함으로 볼 수 있으나 차이는 크지 않은 것으로 판단된다. 제지애쉬가 음이온성을 나타내는 이유는 유리간지 생산공정에서 사용되는 탈크가 소각온도 700℃에서 분해되지 않고14) 제지애쉬에 잔류하기 때문이라고 판단된다.
3.2 제지애쉬 적용에 따른 수초지의 물리적 특성과 건조에너지 감소율 평가
유리간지 슬러지로 제조된 제지애쉬를 분쇄 및 분급을 통해 무기 충전제를 제조하였고 이들을 투입하여 평량 100 g/m2의 수초지를 제조한 후 평량, 두께 및 강도 등을 측정하였고 그 결과를 Figs. 5-6에 도시하였다.
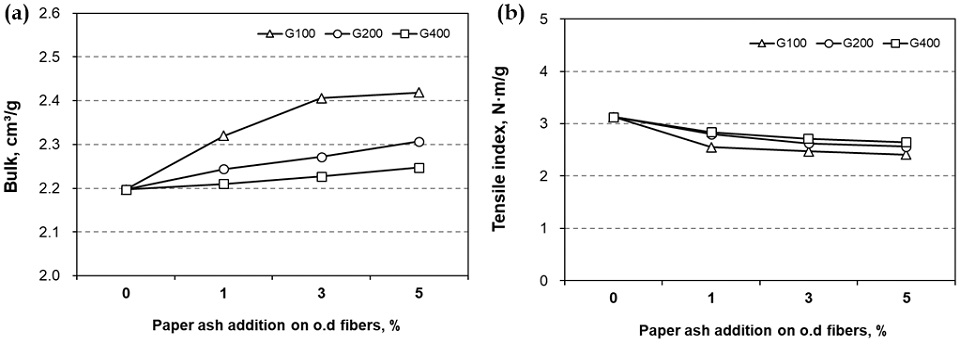
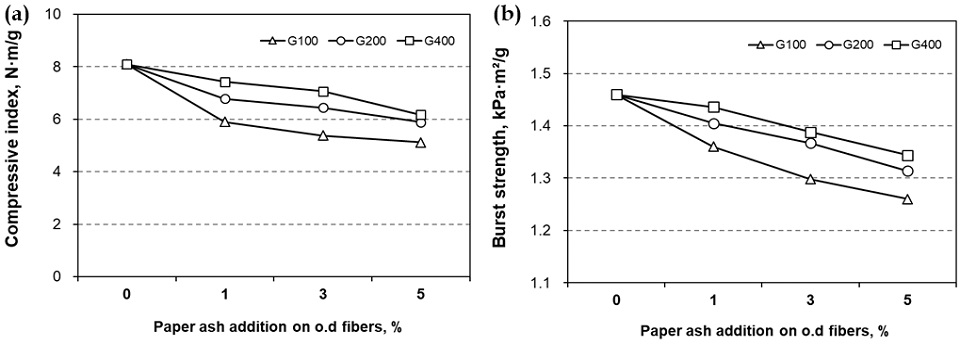
제지애쉬의 투입량이 증가함에 따라 수초지의 벌크는 상승하였다. 스크린 메쉬에 따른 벌크를 비교해 보면 100 mesh로 분급된 제지애쉬가 가장 높은 벌크를 나타냈고 400 mesh로 분급된 제지애쉬가 가장 낮은 벌크를 나타냈다. 이는 섬유 간 거리를 높여 수초지의 두께를 상승시켰고 무기 충전제의 크기가 클수록 두께는 더욱 증가하게 되는 것으로 판단된다.15) 제지애쉬의 투입에 따라 수초지의 인장강도는 감소하는 경향을 나타냈고 스크린 메쉬가 증가할수록 강도는 상대적으로 높은 경향을 나타냈다. 이러한 경향은 압축강도와 파열강도도 동일하게 나타냈다. 스크린 메쉬가 증가할수록 제지애쉬의 입자 크기가 감소하게 되어 벌크 상승률은 낮으나 상대적으로 강도는 높은 것으로 판단된다.
프레스부를 통과한 습지필이 건조부로 이동하게 되면 습지필의 수분함량에 비례하여 건조에너지가 증가하기 때문에 프레스 직후 수분함량을 평가하면 건조부에서 건조에너지를 예측할 수 있는 것으로 보고되었고12) 이를 기반으로 제지애쉬 적용에 따른 수초지의 건조에너지 저감 효과를 평가하여 Fig. 7에 도시하였다. 제지애쉬의 투입에 따른 수초지의 프레스 직후 수분함량을 측정해 보면 무기 충전제의 투입량이 증가함에 따라 수분함량은 감소하는 경향이 나타났고 스크린 메쉬에 따른 수분함량은 100 mesh로 분급된 제지애쉬를 함유하고 있는 수초지가 가장 낮게 나타났다. 수분함량을 기준으로 건조에너지 감소율을 계산하면 스크린 메쉬가 감소할수록 건조에너지 감소율이 증가하는 것을 볼 수 있는데 100 mesh로 분급된 무기 충전제가 투입됨에 따라 벌크가 상승하여 습지필에서 수분의 이동이 용이하게 되어 탈수가 원활하게 진행됨에 따라7) 프레스 직후 수분함량이 감소하게 되기 때문이라고 판단된다.
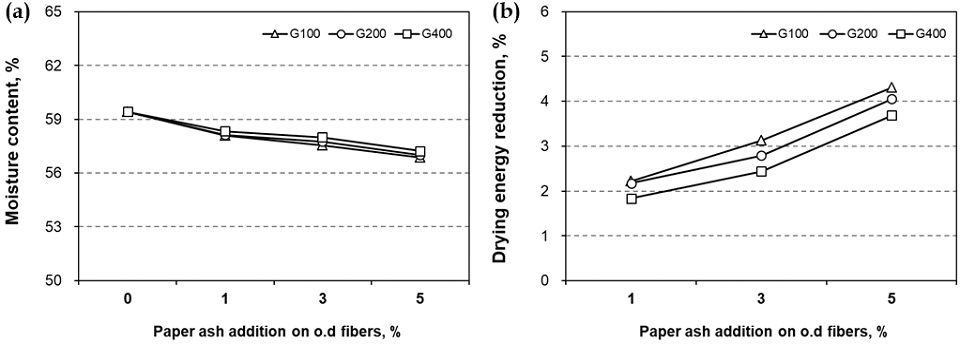
Fig. 7.
Effect of paper ash on moisture content (a) of sheets after wet-pressing and drying energy reduction (b).
따라서 벌크, 강도, 건조에너지 감소율을 검토할 때 200 mesh 스크린으로 분급된 제지애쉬가 판지용 무기 첨가제로 가장 적합한 것으로 판단된다.
3.3 제지애쉬의 표면개질을 통한 강도 개선 효과 분석
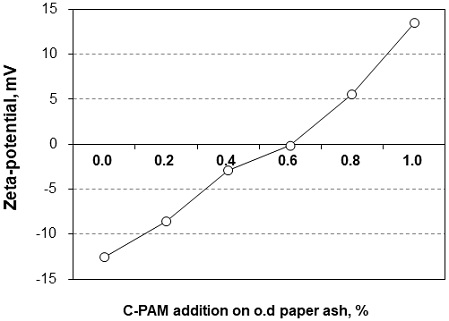
수초지의 물리적 특성과 건조에너지 감소율을 통해 도출된 200 mesh 스크린으로 분급된 제지애쉬에 C-PAM을 투입하여 제타전위를 측정한 결과를 Fig. 8에 도시하였다. 제지애쉬의 초기 제타전위는 -12.6 mV를 나타냈고 C-PAM의 투입량이 증가함에 따라 제타전위는 직선적으로 증가하였다. 200 mesh 분급 제지애쉬의 전건무게 대비 0.6%의 투입량에서 제지애쉬는 정전기적으로 중화되었고 이후 제타전위는 계속 증가하는 경향을 나타냈다. 따라서 본 연구에서는 200 mesh 분급 제지애쉬의 제타전위가 안정적으로 양이온성을 나타내는 C-PAM 0.8%를 표면전처리 조건으로 도출하였다.
C-PAM을 이용한 표면개질에 따른 수초지의 벌크, 인장강도, 압축강도, 파열강도를 Figs. 9-10에 도시하였다. 표면개질 여부에 관계없이 제지애쉬에 투입에 따른 경향은 3.2와 동일하게 나타났다. 표면개질된 제지애쉬가 투입됨에 따라 미처리된 제지애쉬보다 더 높은 인장강도를 나타냈고 압축강도와 파열강도의 경우에도 표면개질된 제지애쉬가 투입된 수초지가 더 높은 강도를 나타냈다.
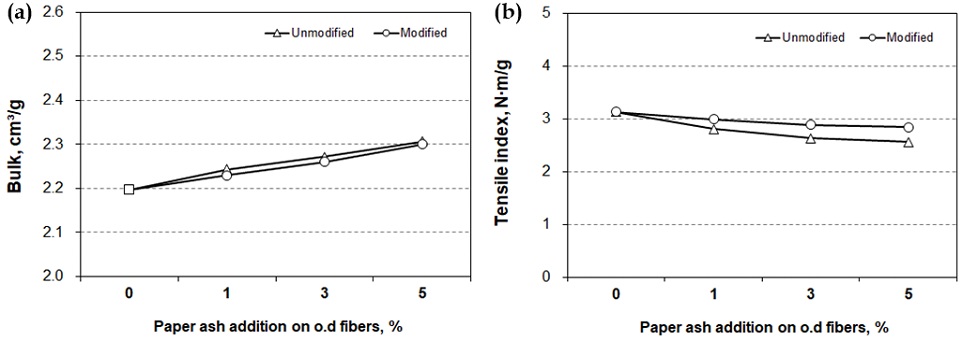
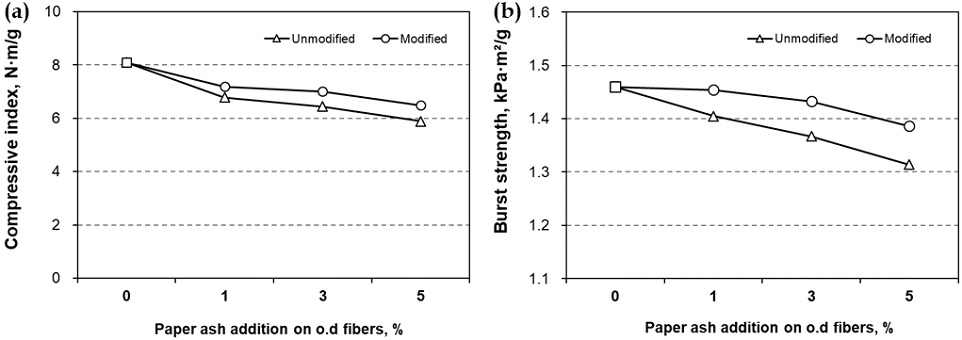
Fig. 10.
Effect of surface modification of G200 with C-PAM on compressive index and burst strength of sheets.
제지애쉬는 섬유 간 거리를 넓혀 두께를 증가시키지만 셀룰로오스로 구성된 섬유와 결합을 형성시키지 않아 종이의 강도를 저하시키나,5) 섬유와 결합이 가능한 C-PAM으로 제지애쉬 입자의 표면을 도포하게 되면 섬유간 거리를 넓힘과 동시에 표면개질된 제지애쉬 입자가 섬유 사이에서 가교결합을 형성시키기 때문에 강도의 저하를 다소 상쇄시키는 것으로 판단된다. 따라서 표면개질에 따라 동일한 벌크 상승효과와 동시에 강도 저하를 다소 완화할 수 있을 것으로 판단된다.
4. 결 론
본 연구에서는 제지슬러지의 소각과정에서 발생하는 제지애쉬를 적용하여 수초지의 벌크, 강도, 건조에너지 감소율을 측정하여 판지공정에서 무기 첨가제로 활용 가능성을 평가하였다. 특수지 공정에서 발생하는 제지슬러지를 소각, 분쇄, 분급하여 스크린 크기에 따라 세 종류의 제지애쉬를 제조하였다. 이들을 KOCC 지료에 투입하여 수초지를 제조하였고 주요 강도와 프레스 직후 함수율을 측정하였다. 또한 벌크 상승에 따른 종이의 강도 저하를 보완하기 위해 200 mesh 스크린으로 분급된 제지애쉬 입자를 C-PAM으로 표면개질하고 수초지를 제조하여 강도 개선 효과를 분석하였다.
제지애쉬가 투입됨에 따라 수초지의 벌크가 증가하고 프레스 직후 함수율 하락에 따라 건조에너지는 절감되었으나 인장지수, 압축지수, 파열강도는 저하되는 것으로 확인되었다. 특히 제지애쉬의 평균입도가 높을수록 벌크와 건조에너지 감소율은 개선되었으나 주요 강도들은 더 하락하였다. 또한 C-PAM을 이용한 제지애쉬의 표면개질은 수초지의 강도 향상에 효과적이었다. 따라서 제지슬러지로 제조된 제지애쉬는 판지의 벌크를 향상시키고 건조에너지 절감에 효과적이었고 강도 저하를 방지하기 위해 양이온성 고분자전해질을 이용한 표면개질이 요구되는 것으로 판단된다.
