

1. 서 론
2. 재료 및 방법
2.1 공시재료
2.2 실험방법
3. 결과 및 고찰
3.1 최적 약품 투입 순서
3.2 가교제 종류와 PVA와 가교제 투입비의 영향
3.3 지력증강제 첨가량의 영향
4. 결 론
1. 서 론
폼포밍(foam forming) 기술은 물 대신 액상 거품을 이용하여 시트 또는 몰드를 성형하는 기술로, 일반적인 제지공정과 비교하여 고농도 초지가 가능하고, 탈수 및 지합이 우수하며, 하이벌크 소재를 제조할 수 있는 기술로 알려져 있다.1,2,3,4) 일반적으로 펄프 섬유 현탁액에 sodium dodecyl sulfate (SDS)와 같은 계면활성제를 첨가하고 교반하여 공기 함유량이 약 50–70%인 섬유 거품을 형성한 뒤, 이를 탈수하고 건조시켜 저밀도 시트를 제조한다. 그러나, 폼포밍 기술로 제조된 시트는 밀도가 낮고 섬유 표면에 흡착된 기포들이 섬유 간 결합을 방해하여 물 기반으로 초지한 시트보다 강도가 낮다는 단점을 가진다.5,6,7,8) 따라서, 폼포밍 기술의 활용성을 높이기 위해서는 강도를 향상시킬 수 있는 기술이 개발되어야 한다. 장섬유를 사용하는 방법, 마이크로셀룰로오스(cellulose microfibrils, CMF) 또는 나노셀룰로오스(cellulose nanofibrils, CNF)를 사용하는 방법, 천연 라텍스, 양성전분, locust bean gum, polyvinyl alcohol(PVA)과 같은 고분자 첨가제를 사용하여 섬유간 결합 강도를 개선하는 방법1,9,10,11,12,13,14,15) 등이 제안되었다.
이 중 PVA는 폴리비닐아세테이트(polyvinyl acetate)와 같은 비닐에스테르 계열의 고분자를 비누화시켜 제조되는 수용성 합성 고분자로 접착성과 필름 형성 능력이 우수하고, 무독성 및 화학적 안정성 등의 특성을 가지고, 생분해성이 우수하여 여러 산업에서 친환경적인 재료로 사용되고 있다.16,17,18,19,20) 제지산업에서는 PVA의 우수한 접착 특성을 활용하여 코팅용 바인더나 종이 강도 향상을 위한 지력증강제로 사용하는 것이 시도되었다.21,22,23,24,25,26,27) 종이 제조 시 PVA는 습부에 첨가하거나 함침 처리에 의해 적용되었다.
이전 연구28)에서 분자량 및 검화도가 다른 여러 PVA를 계면활성제인 SDS와 함께 사용하여 폼 포밍 시트 제조 시, 벌크가 증가되면서 감소하는 강도적 특성을 보강할 수 있는지를 평가하였다. PVA와 SDS를 같이 사용하여 벌크가 10 cm3/g 이상인 저밀도 폼포밍 시트를 제조할 수 있으나, PVA가 섬유간 결합력 증가에 기여하기 보다 섬유 거품의 안정성에 더 크게 기여하여 벌크 향상에 더 큰 영향을 미쳤고, 벌크가 증가함에 따라 시트의 강도는 감소하였다고 보고하였다. 폼포밍 시트의 밀도가 감소하면 한 섬유가 다른 섬유들과 결합할 수 있는 결합수는 감소하게 된다. 따라서, 폼포밍 시트 밀도의 감소와 함께 강도를 증가시키기 위해서는 섬유-섬유 결합 부분에서의 결합 강도를 증가시키는 것도 한 방법이 될 수 있다.
본 연구에서는 섬유에 흡착된 PVA 분자들 사이를 가교(cross-linking) 시켜 폼포밍 시트의 강도를 증가시킬 수 있는지를 평가하고자 하였다. PVA의 가교제(crosslinker, CL)로는 붕사(borax) 또는 붕산(boric acid)이 주로 사용된다.29,30,31,32,33,34,35,36,37) PVA의 수산기(-OH)와 붕사 또는 붕산이 물에 용해 시 형성되는 B(OH)4- (borate) 이온이 monodiol 또는 didiol complexation 결합을 통해 PVA 분자 간 네트워크를 형성하여 겔 상태로 변화시킨다고 알려져 있다.29,30,31,32,34,35) 본 연구에서는 SDS, PVA, 붕사의 투입순서와 PVA와 붕산 또는 붕산의 투입 비율, 첨가량이 폼포밍 시트의 물성에 미치는 영향을 평가하여 폼포밍 시트의 강도 향상 기술 개발을 위한 기초 자료로 삼고자 하였다.
2. 재료 및 방법
2.1 공시재료
활엽수 표백 크라프트 펄프(hardwood bleached kraft pulp, HwBKP, eucalyptus, Brazil)와 침엽수 표백 크라프트 펄프(softwood bleached kraft pulp, SwBKP, pine, Canada)를 국내 H사에서 분양받아 사용하였다. 거품의 발포를 위한 계면활성제로 음이온성인 SDS (분자량: 288.38 g/mol)를 Sigma-Aldrich (USA)에서 구매해서 사용하였다. 폼포밍 시트의 강도 향상을 위한 PVA는 Sigma-Aldrich사에서 구입하여 사용하였다. 사용한 PVA의 분자량은 146,000–186,000 g/mol이고, 검화도는 87–89%이었다. PVA의 가교제로 붕사(sodium borate decahydrate, Borax, Na2B4O7·10H2O)와 붕산(boric acid, H3BO3)을 D사에서 구매하여 사용하였다.
2.2 실험방법
2.2.1 지료 조성 및 초지
HwBKP와 SwBKP를 1% 농도로 조절 후 실험실용 고해기(valley beater, Daeil Machinery Co., Ltd., Republic of Korea)를 사용하여 여수도 450 ± 10 mL CSF로 각각 고해하였다. 펄프를 고해한 후 40:60 (SwBKP:HwBKP) 비율로 혼합하여 폼포밍을 위한 지료로 사용하였다. 평량 200 g/m2인 시트 한 장을 제조할 수 있는 양의 펄프 지료를 채취하여 지름 12 cm, 높이 30 cm의 아크릴 실린더에 넣었다. 실험 조건에 맞게 약품을 첨가하면서 직경이 40 mm인 dissolver 형태의 임펠러를 사용하여 3,600 rpm의 교반 속도로 15분간 교반하여 섬유 거품을 발생시켰다. 실험실용 사각 수초지기에 섬유 거품을 넣고, 중력 탈수시켜 폼포밍 시트를 제조하였다. 70초간 탈수 후, 습윤지필이 50 mesh인 폴리에스터 망에 얹힌 채로 60°C의 건조기(drying oven, OF-450GW, JEIO Tech, Republic of Korea)에서 건조시켰다.
최적 약품 투입 순서를 탐색하기 위해서, Table 1과 같이 SDS (0.4 g/L 농도), PVA (전건 펄프 질량 대비 0.75%), 가교제(전건 펄프 질량 대비 0.25%)를 첨가 순서를 다르게 조절한 여섯 조건을 평가하였다. SDS 첨가 후 지료를 13분간 교반하고, PVA 첨가 후에는 1분, 가교제를 첨가 후에는 1분간 교반을 하여 총 교반시간이 15분이 되도록 조정하였다.
Table 1.
Chemical addition sequences for fiber foam preparation
가교제의 종류 및 PVA와 가교제 투입 비율의 영향을 탐색하기 위하여 Table 2의 조건으로 실험을 수행하였다. 가교제로는 붕사(sodium borate decahydrate)와 붕산(boric acid)을 비교하였다. PVA와 가교제의 투입 비율은 두 약품의 투입량의 합이 전건 펄프 질량 대비 1%가 되도록 고정 후, PVA와 가교제의 투입 비율을 100:0, 95:5, 90:10, 85:15, 80:20 (PVA:가교제)로 변화시켜 평가하였다. 약품들은 SDS, PVA, 가교제 순으로 첨가하였고, 총 15분간 교반하여 섬유 거품을 발생시켰다.
Table 2.
Experimental conditions for evaluating the effect of PVA-to-crosslinker ratio
Table 3.
Experimental conditions for evaluating the effect of PVA and crosslinker dosage
PVA 첨가량의 영향을 평가하기 위하여 Table 3의 조건으로 실험을 수행하였다. PVA만을 사용한 것(가교제 0%)과 PVA 95%와 가교제(boric acid) 5%를 같이 사용한 경우를 비교하였다. PVA 또는 PVA와 boric acid의 투입량을 펄프 대비 0–1.0%로 조절하였다. 약품들은 SDS, PVA, 가교제 순으로 첨가하였고, 총 15분간 교반하여 섬유 거품을 발생시켰다.
2.2.2 물성분석
제조된 시트들은 상대습도 50 ± 2%, 온도 23 ± 1°C의 항온항습실에서 24시간 이상 조습처리 후 물성을 평가하였다. 조습 처리된 시트의 두께는 디지털 마이크로미터기(227-201, Mitutoyo, Japan)를 사용하고, 측정력 조정 장치를 1 N으로 조정 후 측정하였다. 평량을 측정하고 평량과 두께 측정치를 이용하여 벌크를 계산하였다. Formation index는 Micro Scanner (OpTest Equipment Inc., Canada)를 사용하여 측정하였다. 인장강도는 ISO 표준시험법(ISO 1924-2)에 의해 Tensile tester (L&W, Sweden)를 사용하여 측정하였고, 평량으로 보정하여 인장지수를 계산하였다.
3. 결과 및 고찰
3.1 최적 약품 투입 순서
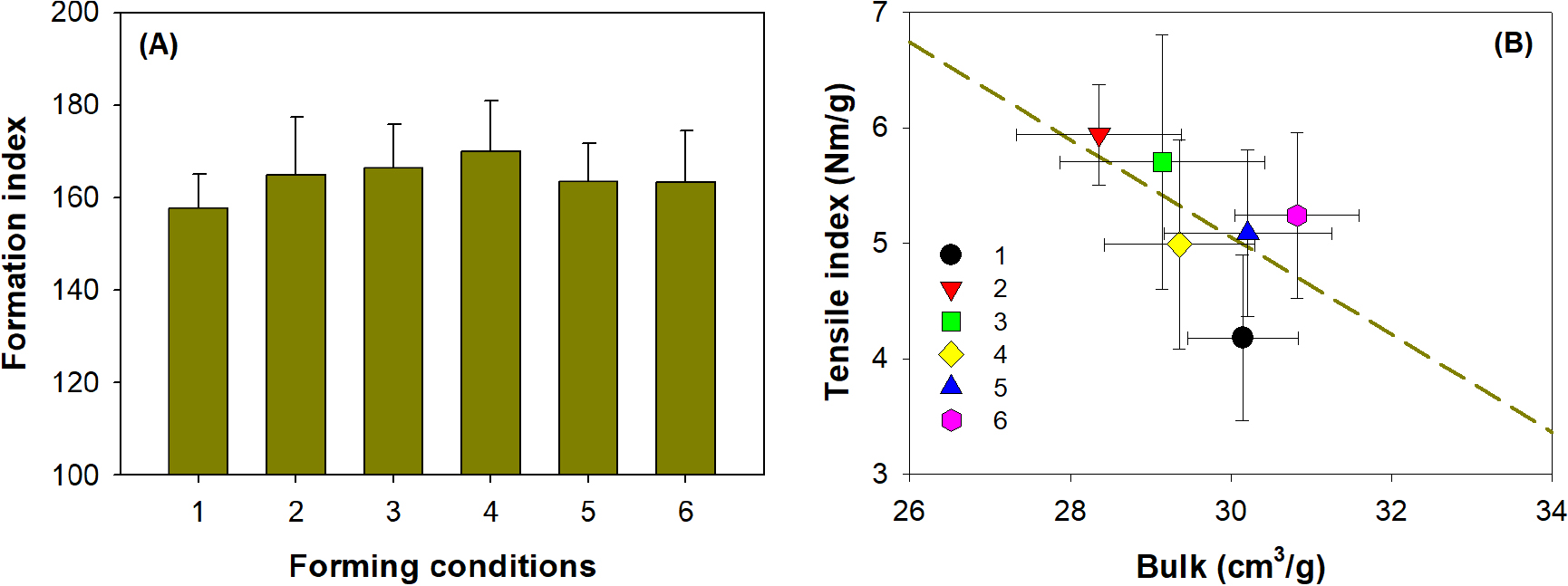
Table 1의 조건으로 SDS와 PVA, 붕사의 투입 순서를 달리하여 제조한 폼포밍 시트의 지합을 Fig. 1A에 나타내었다. 본 연구에 사용된 지합 측정 결과는 값이 높을수록, 지합이 우수하다는 것을 의미한다. 1번 조건을 제외한 나머지 조건에서는 지합이 163–170의 범위로 나타나, 약품 첨가 순서가 지합에 뚜렷한 영향을 미치지 않는 것으로 판단된다.
Fig. 1B는 SDS와 PVA, 붕사의 투입 순서가 폼포밍 시트의 벌크 및 인장강도에 미치는 영향을 나타낸다. 투입 순서에 관계없이 폼포밍 시트의 벌크는 28.4–30.8 cm3/g 범위로 나타났으며, 이를 통해 SDS, PVA, 붕사를 활용한 폼포밍 기술을 사용하여 저밀도 소재를 효과적으로 제조할 수 있음을 확인하였다. 또한, 폼포밍 시트의 인장강도는 벌크가 증가할수록 감소하는 경향을 보였다. 여섯 가지 조건 중 SDS로 섬유 거품을 먼저 형성한 후, PVA와 붕사를 순차적으로 투입한 2번 조건에서 제조된 시트가 가장 높은 인장강도를 나타내었으며, 이에 따라 2번 조건을 최적의 약품 첨가 순서로 선정하여 후속 연구에 적용하였다.
3.2 가교제 종류와 PVA와 가교제 투입비의 영향
Table 2의 조건에 따라 PVA와 가교제(crosslinker, CL; 붕사 또는 붕산)의 비율을 달리하여 제조한 폼포밍 시트의 물성을 Fig. 2에 나타내었다. 모든 조건에서 지합은 158–163 범위로 나타났으며(Fig. 2A), 가교제의 종류나 PVA:가교제 비율 변화는 폼포밍 시트의 지합에 뚜렷한 영향을 미치지 않는 것으로 판단된다. Fig. 2B는 지력증강제(PVA와 가교제)의 총 투입량을 펄프 대비 1%로 고정한 조건에서 PVA:가교제 비율 변화가 벌크에 미치는 영향을 보여준다. 가교제 없이 PVA만을 투입한 경우(PVA:CL = 100:0), 벌크는 31.6 cm3/g이었으며. PVA:가교제 비율을 95:5로 조정했을 때, 붕산을 사용한 경우는 32.6 cm3/g (약 3.2% 증가), 붕사를 사용한 경우는 33.3 cm3/g (약 5.4% 증가)로 소폭 증가하였다. 이는 가교제를 함께 사용한 조건에서 폼 구조의 안정성이 다소 향상되었기 때문으로 사료된다.
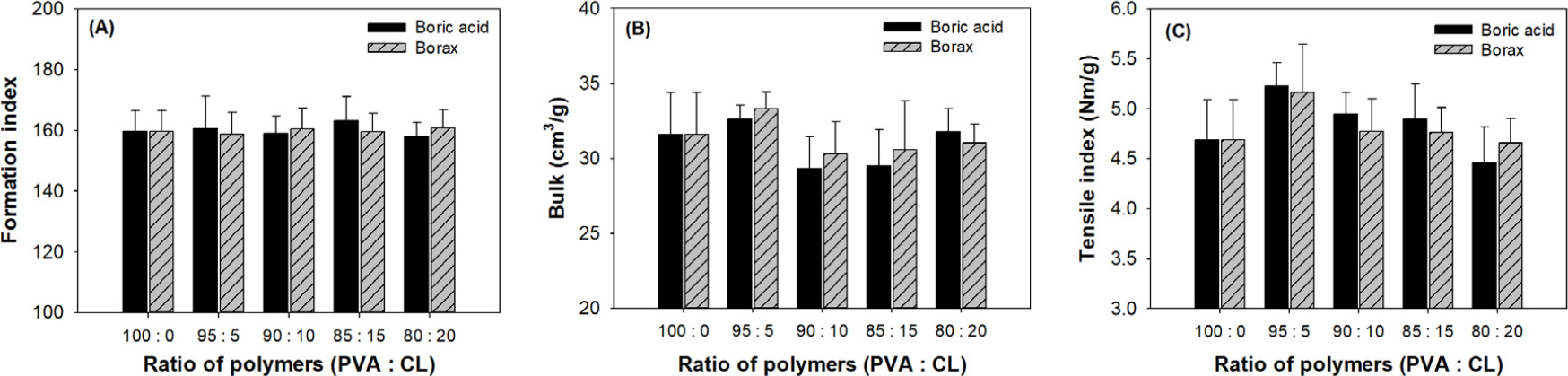
인장강도(Fig. 2C)에서도 유사한 경향이 나타났다. PVA만을 사용한 경우 인장지수는 4.69 Nm/g이었으며, PVA:가교제를 95:5로 조정했을 때, 붕산을 사용 시 4.98 Nm/g (약 6.3% 증가), 붕사를 사용 시 4.90 Nm/g (약 4.6% 증가)로 소폭 증가하였다. 그러나 가교제 비율을 90:10 (PVA:CL) 이상으로 증가시킬 경우, 인장지수는 점진적으로 감소하는 경향을 보였는데, 이는 지력증강제(PVA+가교제)의 총 첨가량을 일정하게 유지한 상태에서 가교제 비율이 증가함에 따라 실제 PVA 첨가량이 감소한 데 기인한 것으로 판단된다. 전반적으로 붕산을 사용한 조건이 붕사를 사용한 조건보다 인장강도 측면에서 더 우수한 성능을 보였으며, 이에 따라 후속 실험에서는 가교제로 붕산을, 최적 투입 비율로는 PVA:붕산 = 95:5를 선정하였다.
3.3 지력증강제 첨가량의 영향
Table 3의 조건을 적용하여, 지력증강제로 PVA만을 단독 사용하거나, PVA와 붕산을 95:5 비율로 복합 사용한 조건에서 고분자 첨가량을 0–1.0% 범위로 변화시키며 폼포밍 시트를 제조하고, 그 물성을 분석한 결과를 Fig. 3에 나타내었다. Fig. 3A는 폼포밍 시트의 지합에 미치는 영향을 보여준다. 지력증강제를 첨가하지 않은 폼포밍 시트의 지합은 163이었으며, PVA-붕산을 펄프 대비 0.2% 첨가한 경우에는 172, 1.0% 첨가한 경우 175로 다소 증가하였으나, 전체적으로 뚜렷한 차이는 관찰되지 않았다. 유사하게, PVA만을 0.2% 첨가했을 때는 174, 1.0% 첨가 시 175로 나타나 거의 변화가 없었으며, PVA만 단독 사용한 조건과 PVA-붕산을 복합 사용한 조건의 지합 차이 또한 거의 없었다. 이는 SDS를 이용한 섬유 거품 형성 이후, PVA 또는 PVA-붕산 첨가가 섬유 응집에 미치는 영향이 제한적이기 때문으로 판단된다.
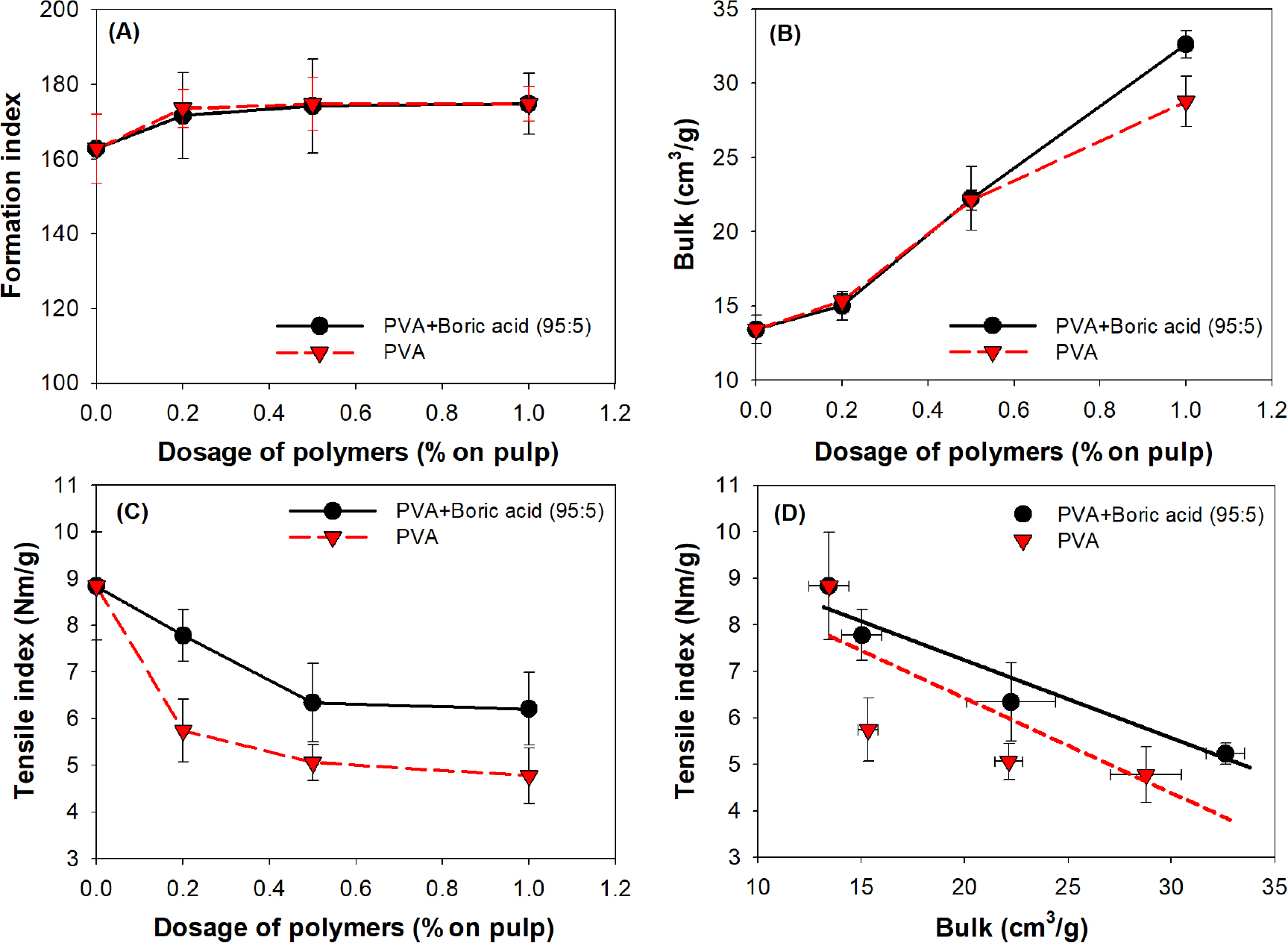
Fig. 3B는 벌크에 대한 결과를 보여준다. PVA 또는 PVA-붕산 지력증강제의 첨가량 증가는 폼포밍 시트의 벌크를 향상시켰다. 이는 SDS와 PVA가 같이 사용되었을 때 PVA가 거품의 안정성을 향상시켜 기공 구조가 더 잘 유지된 결과로 판단된다.28) PVA 단독 사용과 PVA-붕산 복합 사용간 벌크 차이는 0.5% 이하 첨가 수준에서는 크지 않았으나, 첨가량을 1%로 증가시켰을 때, PVA-붕산 복합 사용 시 벌크가 약 13.4% 더 높게 나타났다. 이는 PVA와 붕산을 같이 사용하는 것이, 벌크 증가에 유리한 영향을 미친다는 것을 의미한다.
Fig. 3C는 PVA 및 PVA-붕산 첨가량에 따른 폼포밍 시트의 인장강도 변화를 보여준다. 동일한 고분자 첨가량에서 PVA-붕산 복합 사용 조건은 PVA 단독 사용보다 인장강도가 약 25–35% 더 높게 나타났다. 이는 붕산이 PVA의 가교제로 작용하여 섬유 간 결합을 강화하고, 결과적으로 폼포밍 시트의 기계적 물성을 향상시킨 결과로 사료된다. 이러한 효과는 Heo 등25,26)의 연구에서도 유사하게 보고된 바 있다. Fig. 3D는 폼포밍 시트의 벌크 증가에 따른 인장강도 변화를 나타낸다. 전체적으로 벌크가 증가할수록 인장강도는 감소하는 경향을 보였으나, 동일한 벌크 조건에서 PVA-붕사 복합 사용 시 인장강도가 PVA 단독 사용보다 높게 나타나는 것을 확인하였다. 이는 붕산이 PVA 분자 간 가교 결합을 형성하여 섬유 간 결합을 강화한 결과로 판단된다.
4. 결 론
SDS, PVA 및 가교제 첨가 순서, PVA와 가교제의 비율, 그리고 PVA 단독 또는 PVA-붕산 첨가량이 폼포밍 시트의 물성에 미치는 영향을 평가한 결과, 다음과 같은 결론을 얻었다.
1) SDS, PVA 및 가교제의 첨가 순서는 폼포밍 시트의 지합 및 벌크에는 큰 영향을 미치지 않았으나, SDS로 먼저 섬유 거품을 형성한 후 PVA와 붕사를 순차적으로 투입한 조건에서 인장강도가 가장 우수하게 나타나 이를 최적의 약품 첨가 순서로 선정하였다.
2) PVA:가교제의 비율을 95:5로 조절한 조건이 벌크와 인장강도 모두에서 가장 우수한 성능을 보였으며, 특히 붕산은 붕사보다 인장강도를 소폭 더 증가시키는 것으로 나타나 최적의 가교제로 붕산을 선정하였다.
3) PVA 또는 PVA-붕산의 첨가량이 증가함에 따라 폼포밍 시트의 벌크는 증가하였으나, 인장강도는 감소하는 경향을 보였다. 그러나, 동일한 첨가량 조건에서 PVA-붕산 복합 사용 시, PVA 단독 사용 대비 인장강도가 25–35% 증가하였으며, 동일한 벌크 조건에서도 인장강도 향상 효과가 확인되었다. 이는 붕산이 PVA의 가교 결합을 촉진하여 섬유 간 결합을 강화한 결과로 판단된다.
따라서, PVA와 붕산을 지력증강제로 복합 사용하면 폼포밍 시트의 벌크와 강도를 동시에 효과적으로 향상시킬 수 있을 것으로 기대된다.
