

1. 서 론
셀룰로오스 나노섬유(cellulose nanofiber; CNF)는 셀룰로오스 기반 펄프섬유에 기계적 처리를 가해 섬유폭이 100 nm 이하로 분쇄된 소재를 말하는데, 강도와 탄성계수가 높고 비표면적·치수안정성·열적안정성·생분해성과 생체적합성이 매우 우수하기 때문에 미국, 핀란드, 일본 등 임업선진국에서는 국가의 적극적인 재정지원을 바탕으로 한 CNF의 제조 및 활용기술이 활발하게 연구되고 있다.1-4) 해외 주요 컨설팅업체에 따르면 CNF 해외시장이 2025년까지 매년 20% 이상 성장하고 아시아가 중요한 시장 중 하나로 성장할 것으로 예상되기 때문에 국내 CNF 산업의 경쟁력 확보가 시급한 것으로 판단된다.5)
CNF의 제조공정은 크게 셀룰로오스 기반 펄프 섬유의 단섬유화, 결정화도 감소를 유도하는 기계적·화학적·생물학적 전처리공정과 가혹한 물리적 힘을 가해 최종적인 나노화 혹은 피브릴화를 유도하는 분쇄공정으로 구성된다.6) 전처리 공정으로는 카르복시메틸화, TEMPO 촉매를 활용한 산화 처리, 효소 전처리, 리파이닝 처리 등으로 구분되는데 최종적으로 제조하고자 하는 CNF의 종류 및 품질 수준에 따라 전처리 종류 및 조건이 달라진다.7) 분쇄공정은 주요 분쇄기를 통해 진행되는데 일본, 미국, 유럽에서 생산되는 마이크로 분쇄기(micro-grinder), 고압 호모게나이저(high pressure homogenizer)가 세계적으로 가장 많이 사용되고 있다.8) 고품질 CNF의 생산과 제조 효율성을 높이기 위해서는 전처리공정보다는 분쇄공정의 중요성이 강조된다. 그러나 이 분쇄기들은 CNF 제조용으로 개발되지 않아 펄프 섬유를 바로 투입하기 어렵고 CNF 종류별 표준화된 운전 매뉴얼이 아직 마련되지 않은 실정이다. 또한 모두 해외에서 생산되기 때문에 국내 CNF 제조업체의 생산조건을 효율적으로 반영하기에는 한계가 있다. 따라서 매년 급성장할 것으로 예상되는 세계 CNF 시장에서 국내 CNF 산업의 경쟁력 확보를 위해서는 분쇄효율이 우수한 새로운 국산 분쇄설비 개발이 요구된다.
선행연구에서는9) 국내에서 활발하게 사용되고 있는 수입산 분쇄기를 대체하기 위해 테일러 유동(Taylor-flow)을 이용한 국산 분쇄기를 개발하고자 하였다. 수입산 분쇄기는 고정자와 회전자로 이루어져 있는 두 개의 스톤이 형성하는 선 마찰에 의해 펄프 섬유가 분쇄되지만 국산 신규 분쇄기는 테일러 유동을 이용하여 분쇄 면적을 증가시키고자 하였다. 이를 위해 프로토타입 테일러 유동 나노분쇄기를 개발하여 효소 전처리 CNF(enzymatic CNF; EN-CNF)를 제조한 결과 운전상의 문제점들을 확인하였고 대조군으로 수입산 분쇄기로 제조된 EN-CNF와 섬유폭을 비교한 결과 분쇄효율이 41.3%로 나타났다.
본 연구에서는 선행연구에서9) 확인된 문제점들을 보완한 파일럿 수준의 테일러 유동 나노분쇄기를 개발하고, 이를 이용한 CNF 제조효율을 평가하고자 하였다. 이를 위해 침엽수 표백크라프트펄프(softwood bleached kraft pulp; Sw-BKP)를 이용하여 EN-CNF를 제조하고 입도, 점도, 섬유폭을 측정하여 대조군으로 수입산 분쇄기로 제조된 EN-CNF의 물성과 비교분석함으로써 파일럿 테일러 유동 나노분쇄기의 성능을 분석하였다.
2. 재료 및 방법
2.1 공시재료
본 연구에서는 EN-CNF를 제조하기 위해 M사에서 공급받은 Sw-BKP를 사용하였다. 전처리에 사용된 효소와 화학약품은 선행연구와9) 동일한 제품을 사용하였는데 효소는 Novozymes사 Fiber Care D를 사용하였고 SEM 이미지 촬영에 필요한 시료 제조 시 용매치환을 위해 에틸알코올(Ethyl alcohol), n-헥산(n-Hexane)을 사용하였다. 효소의 주요 특성은 Table 1에 나타냈다.
2.2 실험방법
2.2.1 선행연구결과를 반영한 파일럿 테일러 유동 나노분쇄기 개발
파일럿 테일러 유동 나노분쇄기는 분쇄 실린더(grinder), 교반기(mixer), 유량조절이 가능한 정량 펌프(peristaltic pump), 유량계, 냉각기(chiller), 이중 자켓 저장용 탱크로 구성하였고 상세 이미지를 Fig. 1에 도시하였다. 교반기는 투입된 샘플을 교반하는 역할을 하며 정량 펌프는 유속을 조절하여 그라인더로 샘플을 제공하는 역할을 하고 냉각기는 그라인더 작동 시 발생하는 열을 최소화하기 위해 냉각기능을 수행한다. 그라인더는 원통형으로, 내부에 3단으로 적층된 회전자와 고정자로 구성되어 있고 투입된 샘플은 회전자와 고정자 사이에서 발생하는 원심력과 테일러 유동에 의해 분쇄된다. 선행연구에서9) 개발한 프로토타입과 비교했을 때 파일럿 분쇄기의 실린더를 구성하는 회전자와 고정자의 직경은 2배로, 분쇄기 용량을 4배 증가시켜 제조하였다.
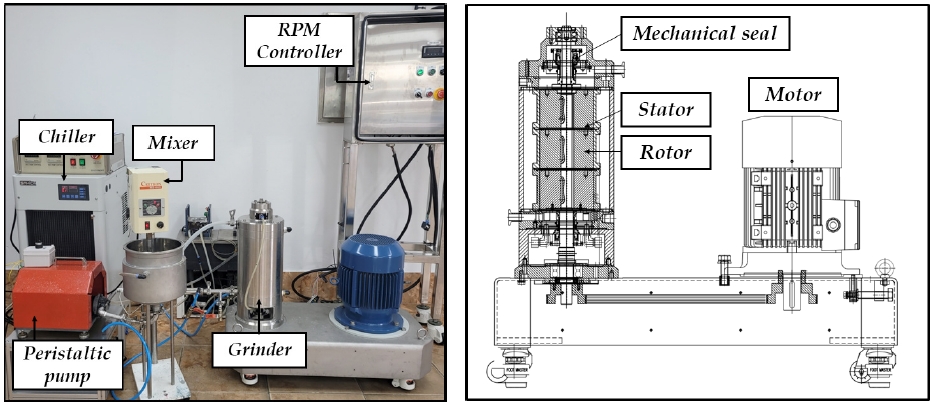
선행연구9)에서 개발한 프로토타입 테일러 유동 나노분쇄기를 운전할 때 다음의 몇 가지 문제점을 확인하였다. 먼저 그라인더 실린더부로 펄프 섬유가 투입될 때 막힘 현상이 발생하였고 개방형 교반기가 사용됨에 따라 이물질이 혼입되었다. 하지만 무엇보다도 수입산 분쇄기에 비해 CNF 제조효율이 41.3% 수준으로 기대보다 낮게 나타났다. 파일럿 분쇄기 제조시 실린더부의 막힘을 해결하기 위해서는 고정자와 회전자의 간극을 넓히는 것이 필요하지만 반대로 제조효율이 떨어지는 문제점이 있어 섬유의 기계적·화학적·생물학적 전처리의 수준을 높이는 방향으로 설정하였고, 이물질 혼입을 막기 위해 교반기를 밀폐시켰으며 메커니컬 씰(mechanical seal) 부품의 재질을 변경하였다. 그리고 제조효율을 높이기 위해 실린더부의 회전자와 고정자 간극을 0.12 mm에서 0.10 mm로 감소시켰고 온도상승에 따른 피브릴화 억제를 최소화하기 위해 냉각기를 변경하였으며 자켓부의 순환 흐름을 개선하기 위해 냉각수 입출구의 크기를 확대하여 파일럿 분쇄기를 제조하였다.
2.2.2 EN-CNF 제조를 위한 펄프섬유의 효소 전처리 및 물성 측정
본 연구에서는 개발한 파일럿 테일러 유동 나노분쇄기의 제조 효율을 분석하기 위해 EN-CNF를 제조하였는데 효소 전처리 과정은 다음과 같다. Sw-BKP를 실험실용 고속 해리기를 사용하여 충분히 해리시킨 후 감압여과를 통해 수분을 제거하였다. 최종 펄프의 농도를 4%로 희석시키기 위해 사용되는 양에 해당하는 증류수를 효소와 혼합하여 약액을 제조하였다. 본 연구에서는 선행연구9)에 의거하여 효소 투입량을 전건 펄프 섬유 대비 1.0% 투입하였다, 선행연구9)에서 효소 투입량을 0.5%와 1.0%로 EN-CNF를 제조하였을 때 투입량 1.0% 조건에서의 효율이 더 우수하였다. 이후 초산과 수산화나트륨을 사용하여 약액의 pH를 6.0으로 조절하였고 펄프에 약액을 투입하여 50℃ 조건의 항온수조에서 6시간 동안 효소 반응하였으며 95℃에서 30분간 효소 사멸 과정을 진행하여 효소 전처리를 마무리하였다. 효소 전처리 효과를 분석하기 위해 섬유장 측정기(FQA-360, OpTest Equipment Inc., Canada)를 이용하여 전처리 펄프 섬유의 섬유장(length weighted average fiber length), 섬유폭(average fiber width) 및 미세분 함량(fines content)을 측정하였다. 효소 전처리에 따른 섬유의 결정화도 변화를 측정하기 위해 감압탈수를 통해 친수성 PTFE(Polytetrafluoroethylene) 멤브레인 필터 위에 평량 150 g/m2의 펄프 시트를 형성시킨 후 프레스기로 압착하여 수분을 제거하였으며 실린더 드라이어를 이용하여 건조하여 결정화도 측정을 위한 시편을 제조하였다. 이후 X-선 회절분석기(XRD, X-ray diffractometer, D8 Advance A25, BRUKER, USA)를 이용하여 전처리 방법에 따른 펄프 섬유의 결정화도를 분석하였다. 또한 전처리에 따른 펄프 섬유의 형태 변화를 분석하기 위해 광학 현미경(BX-51, Olympus, Japan)을 이용하여 펄프 섬유 이미지를 촬영하였다.
2.2.3 파일럿 분쇄기와 수입산 마이크로 분쇄기를 이용한 EN-CNF 제조
효소 전처리된 Sw-BKP를 이용하여 EN-CNF를 제조하기 위해 파일럿 분쇄기와 수입산 분쇄기를 각각 사용하였다. 효소 전처리된 Sw-BKP 슬러리를 최종 1% 농도로 조절한 후 두 분쇄기에 각각 투입하였다. 파일럿 분쇄기는 유속 3,500 mL/min, 회전속도 3,830 rpm, 실린더 간격 0.10 mm 조건으로 운전하였고 수입산 분쇄기인 마이크로 그라인더(MKZA6-2, Masuko Sangyo Co., Ltd., Kawaguchi, Japan)는 회전속도 1,500 rpm, 스톤 간격 –150 μm으로 기계적 처리를 진행하였다. 이때 파일럿 분쇄기는 분쇄된 샘플이 다시 교반기로 투입되어 분쇄가 계속 진행되기 때문에 분쇄 횟수로 구분하기 어렵다. 따라서 EN-CNF 샘플은 분쇄 횟수가 아닌 분쇄 시간을 기준으로 채취하였고 수입산 마이크로 그라인더는 펄프 섬유 샘플이 회전자와 고정자 사이를 통과하여 샘플이 빠져나온 후에 수동으로 샘플을 다시 투입해야 하기 때문에 샘플의 통과 횟수에 따라 샘플을 채취하였다.
2.2.4 EN-CNF의 물성 측정
국산 파일럿 테일러 유동 나노분쇄기와 수입산 분쇄기로 제조된 EN-CNF의 평균 입도, 점도, 섬유폭 등의 주요 물성을 측정하기 위해 분쇄시간 1시간 단위로 최대 6시간까지 CNF를 채취하였다. 주요 물성은 선행연구9)와 동일한 방법으로 측정하였다. 평균입도는 CNF의 섬유폭이나 섬유장을 직접적으로 반영하는 항목은 아니지만 물리적 크기변화를 정성적으로 판단할 수 있는 측정항목이기 때문에 본 연구에서는 입도분석기(1090LD, CILAS, France)를 이용하여 평균입도를 측정하였다.10) EN-CNF 슬러리의 저전단 점도는 저전단 점도계(DV-IP, Brookfield Engineering Laboratories, USA)를 이용하여 측정하였는데 그라인더 처리시간이 증가함에 따라 수분이 증발하여 고형분 농도가 달라지므로, 점도 측정 시 1% 수준으로 농도를 조절하여 사용하였으며 저전단 점도는 온도의 영향을 크게 받기 때문에 측정 전 샘플을 23℃에서 24시간 보관 후 64번 spindle, 60 rpm 조건에서 측정하였다. 섬유폭 측정을 위해 전계방사 주사현미경(FE-SEM, Field Emission Scanning Electron Microscope, JSM-7910F, JEOL, Japan)을 이용해 이미지를 촬영하였고 SEM 이미지를 이용하여 3D 이미지 분석프로그램(MP-45030TDI, JEOL, Japan)을 통해 처리시간별로 100개의 섬유폭을 개별 측정하여 평균값을 사용하였다. 이때 측정할 섬유 선정에 있어 측정자의 주관적인 판단이 최대한 개입되지 않도록 선행연구9,11)와 같이 측정에 사용된 SEM 이미지에 일정한 간격으로 모눈을 그려 교차점에 있는 섬유폭을 측정하였고 교차점에 나노섬유가 없을 때는 가장 가까운 곳에 있는 나노섬유를 선정하였다.
3. 결과 및 고찰
3.1 효소 전처리에 따른 펄프 섬유의 물성 변화
효소 전처리에 따른 Sw-BKP의 물성 변화를 Table 2에 나타냈다. 미처리된 Sw-BKP의 섬유장은 약 1.2 mm로 나타났는데 효소 전처리가 진행됨에 따라 섬유장이 35.6% 감소하였다. 섬유폭은 효소 전처리가 진행됨에 따라 큰 차이를 보이지 않았고 미세분 함량은 다소 증가하는 것으로 나타났다. 결정화도는 효소 전처리가 진행됨에 따라 다소 증가하는 경향을 보여주었다. Figs. 2, 3에서는 효소 전처리 여부에 따른 섬유의 형태 변화를 도시하였는데 효소 전처리가 진행됨에 따라 섬유가 절단되고 미세 피브릴들이 감소하는 것을 확인할 수 있었다.
Table 2.
Effect of enzymatic pretreatment on the characteristics of Sw-BKP
| Measurement | Untreated Sw-BKP | Enzymatic treated Sw-BKP |
|---|---|---|
| Fiber length (mm) | 1.20 | 0.77 |
| Fiber width (μm) | 33.7 | 34.7 |
| Fines (%) | 8.2 | 9.6 |
| Crystallinity (%) | 61.9 | 65.4 |
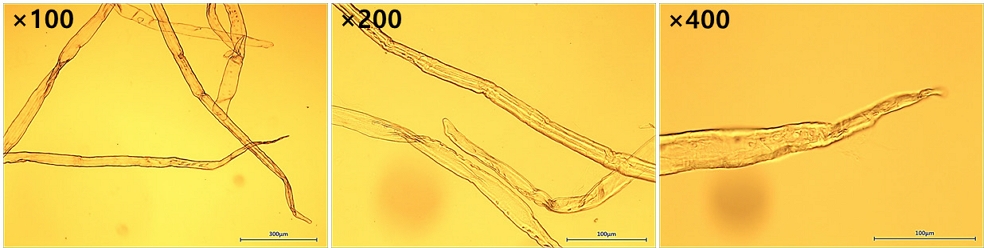

Fig. 3.
Microscope images of Sw-BKP fibers pretreated with 1.0% of endo-type cellulase of oven-dried fibers.
이러한 결과들로 볼 때 Endo 타입 셀룰라아제로 효소 전처리를 진행하게 하면 비결정영역 중심으로 가수분해에 의한 섬유의 절단이 일어나면서 섬유의 길이가 감소하게 되고 미세 피브릴들이 감소하게 되나 섬유폭 방향으로의 큰 변화는 일어나지 않는 것으로 확인된다.12) 또한 비결정영역이 감소하게 되기 때문에 효소 전처리된 섬유의 결정화도는 다소 증가하게 되는 것으로 판단된다.13) 따라서 효소 전처리에 의해 가장 크게 변화하는 섬유의 물성이 섬유의 길이인 것으로 볼 때 파일럿 분쇄기나 수입산 분쇄기의 막힘 현상을 최소화하기 위해서는 효소 처리가 효과적인 전처리 방법이라고 판단된다.
3.2 파일럿 테일러 유동 나노분쇄기로 제조된 EN-CNF 물성
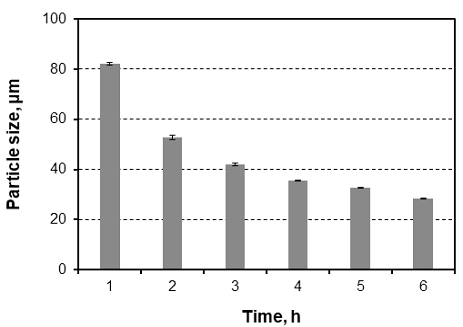
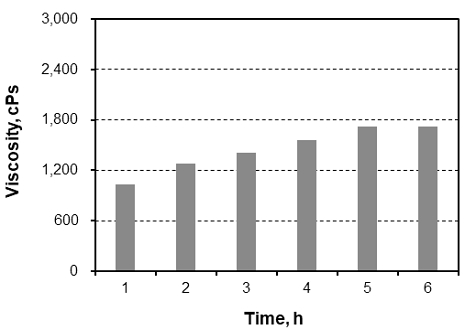
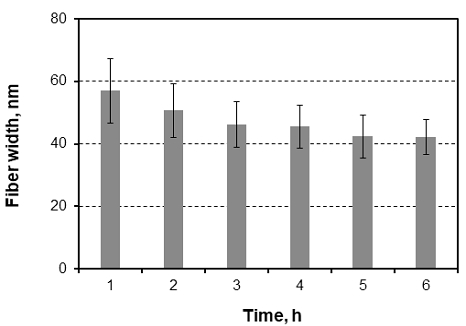
파일럿 테일러 유동 나노분쇄기로 제조된 EN-CNF의 평균 입도 측정결과를 Fig. 4에 도시하였다. 분쇄시간이 1시간에서 6시간으로 증가함에 따라 EN-CNF의 평균 입도는 82.06 μm에서 28.36 μm로 감소하였는데 이는 분쇄시간이 증가할수록 섬유의 분쇄가 원활하게 진행된 것을 나타낸다. 또한 5시간 이상 분쇄 처리한 경우 입도의 추가적인 감소는 크지 않다는 것을 확인할 수 있었다. 분쇄시간에 따라 제조된 EN-CNF의 저전단 점도의 측정결과를 Fig. 5에 나타냈다. 분쇄 처리시간이 증가함에 따라 저전단 점도가 1,030 cPs에서 1,720 cPs로 증가하였으며 이는 분쇄처리에 따라 섬유의 단섬유화 및 피브릴화 발생에 따른 비표면적의 증가로 인한 것으로 판단된다.14,15) 입도 결과와 마찬가지로 처리시간이 5시간 이상에서는 저전단 점도의 급속한 상승은 관찰되지 않았다. 주사전자현미경 이미지를 이용하여 섬유폭을 측정한 평균값과 그 오차범위를 Fig. 6에 나타냈다. 분쇄시간이 1시간 진행된 경우에도 60 nm 미만의 섬유폭을 나타냈으며 분쇄시간이 증가함에 따라 섬유폭이 감소하여 최종 6시간 분쇄되었을 때 평균 섬유폭이 42.91 nm까지 감소하였다. 섬유폭의 오차범위는 분쇄시간이 증가함에 따라 감소하는 경향을 나타내는데 이는 분쇄가 진행될수록 균일한 크기를 가지는 나노섬유의 함량이 증가하는 것을 나타내는 것으로 판단된다.9)
3.3 수입산 마이크로 분쇄기로 제조된 EN-CNF 물성 분석
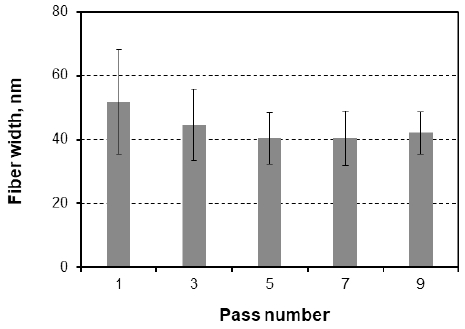
수입산 마이크로 분쇄기로 제조한 EN-CNF의 평균 입도를 처리 횟수에 따라 측정하여 그 결과를 Fig. 7에 나타냈다. 평균 입도는 모든 조건에서 40 μm 미만의 값을 나타냈으며 처리 횟수가 증가할수록 낮은 평균 입도를 나타냈기 때문에 펄프 섬유가 수입산 마이크로 분쇄기에 의해 원활하게 분쇄된 것을 확인하였다. 평균 입도는 33.13 μm에서 18.94 μm로 감소하였으며 평균 입도 30 μm 이하의 값을 나타내는 조건은 분쇄 횟수 3회 이상 조건이었다. 처리 횟수에 따라 제조된 EN-CNF의 저전단 점도 측정 결과를 Fig. 8에 도시하였다. 분쇄횟수가 증가함에 따라 처리횟수 9회에서 저전단 점도가 2,120 cPs로 증가하였다. 3.2항에서 기술한 바와 같이 파일럿 테일러 유동 나노분쇄기로 제조된 EN-CNF의 최대 저전단 점도가 1,720 cPs(수입산 분쇄기 제조 EN-CNF의 81.13%)인 점을 감안하면 수입산 마이크로 분쇄기에 의해 Sw-BKP 섬유의 단섬유화 및 피브릴화가 더 많이 진행된 것으로 판단된다. 주사전자현미경 이미지를 이용하여 수입산 마이크로 분쇄기의 처리 횟수별로 100개의 섬유폭을 측정하고 그 평균값과 오차범위를 Fig. 9에 도시하였다. 1회 처리만으로도 섬유폭이 60 nm 미만의 값을 나타냈고 처리 횟수가 증가함에 따라 최종 섬유폭이 42.14 nm로 감소하였다. 파일럿 나노 분쇄기와 같이 처리 횟수가 증가함에 따라 오차범위가 감소하는 점을 고려하면 나노섬유 크기의 균일도가 증가하는 것으로 판단된다.
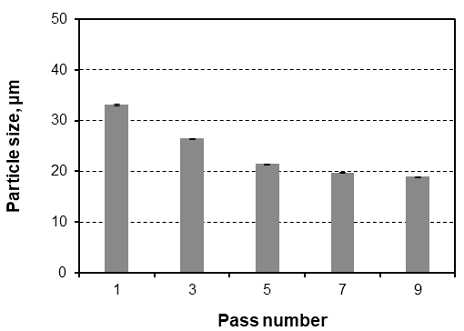
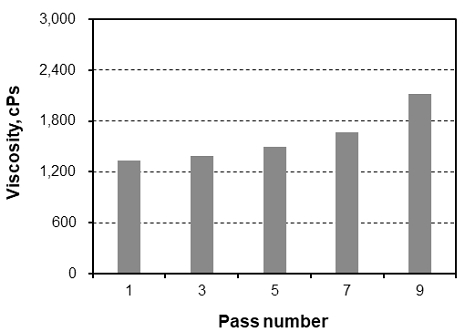
Fig. 8.
Low-shear viscosity of EN-CNF made by the imported microgrinder depending on the pass number.
국산 파일럿 유동 나노분쇄기와 수입산 분쇄기의 CNF 제조효율을 비교하기 위해 각 EN-CNF의 평균 입도, 저전단 점도, 섬유폭 분석 결과를 Table 3에 나타냈다. 여기서 각각 분쇄기별로 제조된 EN-CNF는 기기의 작동 조건이 달라 완전히 동일한 조건의 대조군을 선택할 수 없었기 때문에 물성 비교를 위해 선정된 EN-CNF는 각 분쇄기별로 가장 많이 분쇄된 나노섬유 시료들을 선택하였는데 파일럿 나노분쇄기는 6시간 분쇄된 샘플, 수입산 분쇄기는 분쇄 횟수가 9회인 샘플의 측정값을 나타냈다. 여기서 수입산 분쇄기의 분쇄횟수가 9회가 진행될 때까지 분쇄 시간은 4시간 50분이었다. 분쇄기 종류별로 살펴보면 수입산 분쇄기에 의해 제조된 EN-CNF가 상대적으로 더 많이 나노화 혹은 피브릴화된 것으로 나타났다. 그러나 섬유폭을 비교하면 두 EN-CNF 간에 유의한 차이를 나타내지 않았다. CNF의 입도와 점도는 온도, 농도와 같은 측정환경에 영향을 받기 때문에 보다 객관적이고 과학적인 효율 분석을 위해 나노섬유의 정의(definition)로 섬유폭(100 nm 이하)을7,9,16) 기준으로 하기 위해 섬유폭 측정 결과를 성능 평가 기준으로 선택하였다. 이에 따르면 파일럿 나노분쇄기의 EN-CNF 제조효율은 수입산 마이크로 분쇄기의 98% 수준을 보여준다. 따라서 신규 분쇄기로써 수입산 마이크로 분쇄기와 비교했을 때 파일럿 테일러 유동 나노분쇄기는 CNF 제조용으로 충분히 활용 가능한 것으로 판단된다. 그러나 수입산 분쇄기로 9회 분쇄 처리했을 때의 운전시간이 더 적다는 것을 감안할 때 파일럿 분쇄기의 분쇄시간을 단축시킬 수 있는 방향으로 추가적인 기술개발이 요구된다.
Table 3.
Physical properties of the EN-CNF made by pilot nanogrinder and imported microgrinder
4. 결 론
본 연구에서는 선행연구에서9) 개발한 프로토타입 테일러 유동 나노분쇄기의 성능 평가를 통해 확인된 문제점을 보완하면서 파일럿 수준의 나노 분쇄기를 개발하고 선행연구와9) 동일한 방법으로 CNF 제조효율을 평가하였다. Sw-BKP를 endo-glucanase로 효소 전처리하고 각 분쇄기를 이용하여 EN-CNF를 제조하고 입도, 저전단 점도, 섬유폭을 측정하여 각 분쇄기의 제조효율을 비교분석하였다.
CNF 제조를 위해 진행된 효소 전처리는 Sw-BKP의 비결정영역과 미세피브릴을 제거하면서 섬유의 길이를 감소시킴으로써 분쇄가 가능한 수준의 크기로 섬유를 단섬유화하였다. 파일럿 나노 분쇄기를 통해 처리시간별로 EN-CNF의 물성을 측정한 결과 1시간 처리만으로도 나노섬유가 제조되었다. 또한 평균입도와 섬유폭은 감소하였고 저전단 점도는 증가하였다. 5시간 처리 이후에는 각 물성의 변화가 크지 않았다. 동일한 원료 조건에서 수입산 마이크로 그라인더로 처리 횟수별 EN-CNF의 주요 물성을 측정한 결과 1회 처리만으로도 나노섬유가 제조되었고 파일럿 나노 분쇄기와 같은 경향으로 EN-CNF가 제조되었다.
분쇄기 종류별로 EN-CNF의 물성을 비교하였을 때 파일럿 나노 분쇄기로 6시간 처리된 EN-CNF의 섬유폭이 수입산 분쇄기로 제조된 EN-CNF의 98% 수준을 나타내는 것으로 볼 때 신규 파일럿 나노 분쇄기의 EN-CNF 제조효율은 선행연구보다9) 상당 수준으로 개선된 것으로 판단된다. 그러나 수입산 분쇄기와 비교했을 때 분쇄시간이 더 많이 필요한 것으로 나타나, 해당 부분을 개선하는 것이 향후 최종적으로 국산 테일러 나노분쇄기를 개발하는데 가장 중요한 방향이라고 판단된다.
