

1. Introduction
The interleaving sheet for a stainless steel plate is a specialty paper used between layers of stainless steel plates to prevent all surface damage caused by friction between the two layers of the stainless steel plates. The interleaving sheet for the stainless steel plates should have thermal resistance, high tensile strength, impact resistance under high-speed movement, and anti-slip properties due to rapid temperature drop between the steel layers. The raw materials used for the interleaving sheet for the stainless steel plate use softwood and hardwood bleached kraft pulp (BKP) or hardwood unbleached kraft pulp (HwUKP), and its grammage varies from 25-52 g/m2.
Currently, the interleaving paper has been produced in Kookil Paper Mfg. Co., Dongyang Paper Mfg. Co., and Jinju Specialty Paper Mfg. Co., Among them, Kookil Paper Mfg. Co. and Dongyang Paper Mfg. Co. use BKP, and Jinju Specialty Paper Mfg. Co. uses hardwood UKP as raw materials. The interleaving paper manufactured in Korea are used in POSCO, POSCO AST, Hyundai Steel, Hyundai B&G Steel, and some foreign interleaving paper is also in use. The interleaving paper made of BKP is produced about 5,400 tons/year, and the interleaving paper made of UKP is produced about 3,600 tons/year.
Currently, the interleaving paper produced in Korea tends to have low heat resistance and oil resistance after rolling oil treatment, which is a stumbling block to reuse of interleaving paper.1) It was reported that catalytically cross-linked polysiloxane was used to impart heat resistance to the interleaving paper, which could withstand temperatures approaching 200°C for prolonged periods of time.2) Generally speaking, this technology increases the market price of the interleaving paper and lowers competitiveness in market.
Therefore, this study aimed to improve strength loss after heat and oil treatment on the low-grammage interleaving paper made of hardwood UKP, thereby enhancing the recyclability and the market competitiveness of the interleaving paper manufactured by domestic companies. If the quality level of the interleaving paper produced in Korea is improved, it will be possible to enter overseas markets such as Vietnam, Thailand and China, which will greatly contribute to the improvement of competitiveness of domestic manufacturers.
2. Materials and Methods
2.1 Raw materials
For making interleaving paper, hardwood UKP was torn apart in small pieces and soaked in distilled water over 4 hours before disintegration. Fiber dimension of hardwood UKP was described in Table 1.
2.2 Refining
The soaked pulp specimens were disintegrated by Valley beater with no load at a consistency of 1.57±0.04% for at least 3-5 minutes. When the pulp was properly disintegrated, extra water in the pulp stock was removed to adjust its consistency to around 4-5% for refining.
Refining was conducted by the laboratory single disk refiner (KOS1 Co., Korea) fitted with the plate with a dimension of 2, 2.4, and 5 mm (bar width, groove width, and bar height). The pulp stock was consecutively refined to achieve 600, 500, 400, and 300 mL CSF, respectively. Cutting edge length (CEL) for each refiner plate was calculated based on ISO/TR 11371. CEL corresponds to the denominator of the SEL equation, so if the CEL becomes smaller, SEL becomes larger and the high intensity refining will be possible. The CEL of the bar plate was 829 m/rev.
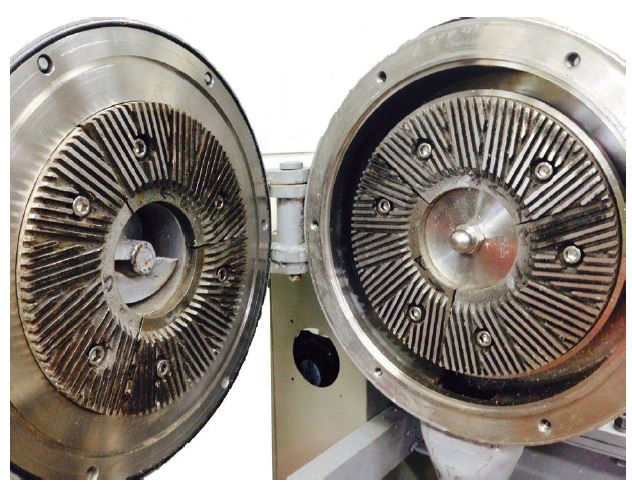
For reference, the refiner bar dimensions currently used by the company to produce the interleaving paper were 4, 4, and 6.5 mm (bar width, groove width, and bar height) in Fig. 1 and its CEL was 355 m/rev. It was used to refine the same pulp up to 500 mL CSF as a control.
2.3 Stock preparation and sheet forming
Alum (Al2(SO4)3) and rosin sizing agent (C20H30O2) were used for sizing of the interleaving paper. Alum was used as a fixing agent between cellulose fibers and the rosin. Rosin and alum were added 0.7% and 1.3%, respectively, based on OD pulp weight. The addition ratio of rosin and alum are currently applied by the paper company in Jinju, Korea.
To complement dry strength of the interleaving paper, epoxy resin was added 1.7% based on OD pulp weight. The epoxy resin is known to imprve the strength and smoothness of the interleaving paper. The interleaving test sheets with a basis weight 52 g/m2 were made according to ISO 5269-1.
2.4 Treatment of rolling oil
In order to analyze the heat resistance and oil resistance characteristics of interleaving paper, the rolling oil (SH-80, SHL Lubricants, Korea) used in the steel companies was treated with the interleaving paper. The rolling oil not only reduces friction between rolled steels but also cools the steel rolls. The rolling oil also discharges contaminants such as a metal powder and carbon residues generated in the processing stage to clean the surface of the steel plate.
Since the interleaving paper is transferred to the surface as it enters between rolled steel, 20-24 g/m2 of the rolling oil was treated on both sides of the interleaving paper using a laboratory coater. The heat treatment of the rolling oil-treated interleaving paper was performed and passed three times to the drum dryer at 70°C.
Mean fiber length and fines contents (≤0.2 mm) were determined by FQA-360 (Optest Equipment Inc., Canada). Handsheets for measuring physical properties of paper were made, conditioned and tested according to ISO 5269-1. Their physical properties including tensile strength, tear strength and surface roughness were measured based on ISO 1924-2, ISO 17025, and ISO 8791-4. Paper bulk was calculated using basis weight of each sheet and thickness measured by L&W caliper test (Micrometer, Sweden). Water retention value (WRV, g/g) was measured based on ISO 23714:2014.
3. Results and Discussion
3.1 Strength properties of interleaving paper before and after oil immersion
As shown in Fig. 2, before the rolling oil treatment, the tensile strength of the interleaving paper was steeply increased as pulp freeness decreased from 600 mL CSF to 300 mL CSF. Because tensile strength of the interleaving paper is very dependent on interfiber bonding, the refining treatment has been considered to have a very positive contribution to internal and external fibrillation of pulp fibers, which has greatly increased interfiber hydrogen bonding (see Fig. 3). However, after the oil immersion, the tensile strength of the interleaving paper became greatly decreased as the freeness of pulp fibers decreased from 500 mL CSF to 300 mL CSF, but there was no significant change in tensile strength of the interleaving paper before and after oil immersion at around 600 mL CSF. The interleaving paper coated by the rolling oil became translucent, which meant that the oil was thoroughly absorbed into the fiber network. It was considered that the absorbed oil played a minor role in weakening the interfiber bonding of the interleaving paper made of well-beaten pulps.
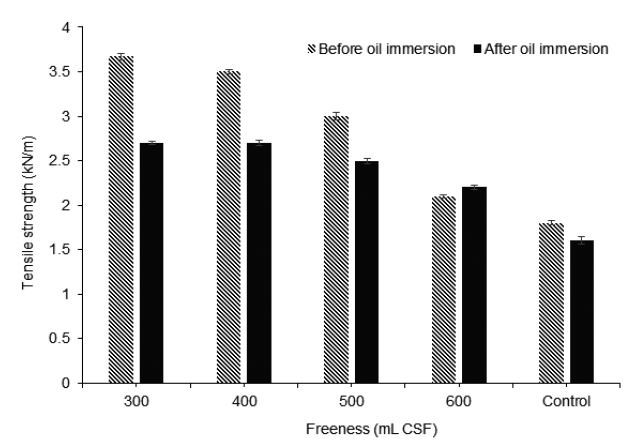
Fig. 2.
Change of tensile strength of interleaving paper before and after oil immersion according to different freeness.
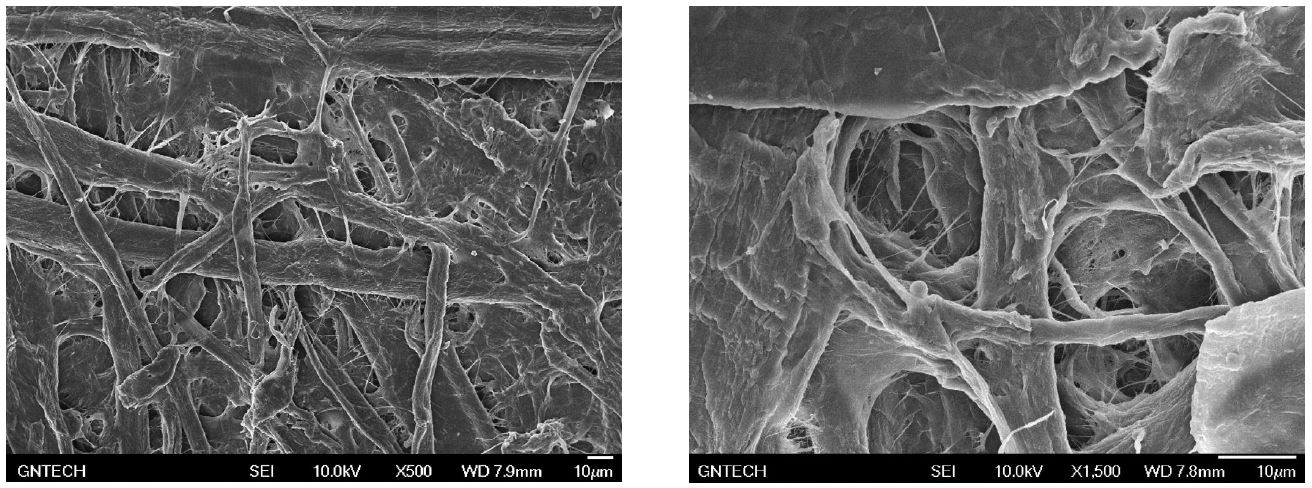
Fig. 3.
SEM images to show development of interfiber bonding by fibrils between neighbouring pulp fibers beaten up to 400 mL CSF.
Since the tensile strength difference according to the degree of freeness was not large enough after the treatment of rolling oil and heat exposure, it was considered that it was desirable to adjust the freeness to around 500 mL CSF level in order to manufacture an interleaving paper with a proper level of deterioration resistance against heat and oil.
In addition, the interleaving paper (controlled) refined with a wide bar pattern showed lower tensile strength than that with a narrow bar pattern before and after the rolling oil treatment, which meant that the heat resistance and oil resistance characteristics of the interleaving paper were greatly influenced by the difference in the bar pattern.
In conclusion, it was considered that it was very important to apply the bar pattern suitable for the pulp used for the interleaving paper in order to improve the heat resistance and oil resistance.
As shown in Fig. 4, the tear strength of HwUKP decreased from 600 mL CSF to 300 mL CSF before oil immersion. This meant that fiber length began to be shortened during refining. It has been reported that the longer the pulp fibers constituting the interleaving paper, the more fibers and more bonds are used to more disperse the stress when tearing, so it has a great tear strength.3,4) On the other hand, when the length of the pulp fibers constituting the interleaving paper becomes shorter, the tear strength is easily reduced because the tearing stress is concentrated on a smaller area.
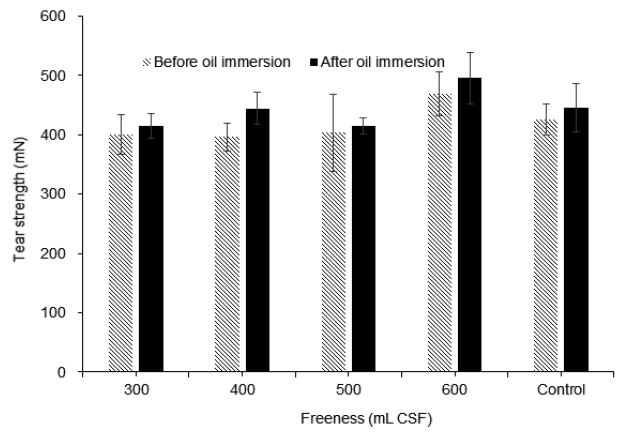
Fig. 4.
Change of tear strength of interleaving paper before and after oil immersion at different freeness.
Another interesting fact was that tear strength of the interleaving paper after oil immersion was increased more than before the oil immersion regardless of freeness. It seemed that the treatment of the rolling oil caused the increase of tear strength because the oil plays a vital role of dispersing the stress applied in the interleaving paper during tearing. When compared at the level of freeness 500 mL CSF, the difference in tear strength of the interleaving paper between narrow bars and wider bars (controlled) did not show much difference before and after oil immersion.
Especially, as shown in Figs. 3 and 4, the controlled interleaving paper showed lower tensile strength and higher tear strength than the paper made of the pulp beaten by the narrow bar plate. The controlled interleaving paper was made of the pulp beaten up to 500 mL CSF using the coarse bar plate, so the refining effects seemed not to be sufficiently developed. Therefore, as displayed in Table 2, the fiber length appeared preserved to have a positive effect on the tear strength, but immature beating on pulp fibers might not greatly affect the development of tensile strength. On the other hand, the pulp fibers beaten by the narrow bar plate showed better tensile strength than the controlled pulp due to fibrillation.
Table 2.
Change of fiber dimension before and after refining
| Disintegration | Control (500 mL CSF) | 500 mL CSF | 400 mL CSF | 300 mL CSF | |
|---|---|---|---|---|---|
| Length-weighted mean fiber length (mm) | 0.68 | 0.60 | 0.63 | 0.52 | 0.51 |
In conclusion, tear strength of the interleaving paper treated with the rolling oil was the most advantageous to maintain the freeness in the range of 500-600 mL CSF.
3.2 Surface roughness of the interleaving paper
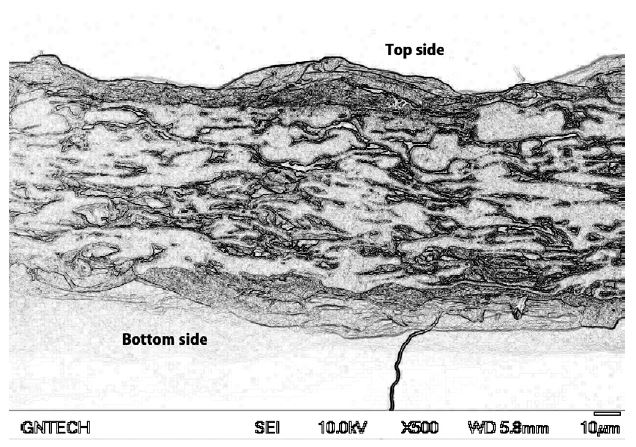
The smoothness of the paper surface is associated with the surface contour of the paper and affects the frictional resistance or slippage of the paper surface. Fig. 5 showed the image-processed SEM photo taken from the cross section of the interleaving paper, which showed that the top side was not smooth and its surface unevenness was severe. If there is extraneous particles or macro-fiber flocs on the surface of the interleaving paper, it can seriously reduce the surface smoothness of the interleaving paper. Surface unevenness of the interleaving paper can be transferred to the stainless steel plate, resulting in surface damage to the steel plate. Therefore, surface smoothness of the interleaving paper is very important in terms of quality control.
As shown in Fig. 6, the change of surface roughness on the top side of the interleaving sheet before and after oil immersion did not show a big difference according to the change of the freeness. However, regardless of freeness, the surface roughness of the interleaving paper was improved after rolling oil treatment. The difference in bar patterns of the refiner plate did not have a significant effect on the improvement of surface roughness of the interleaving paper.
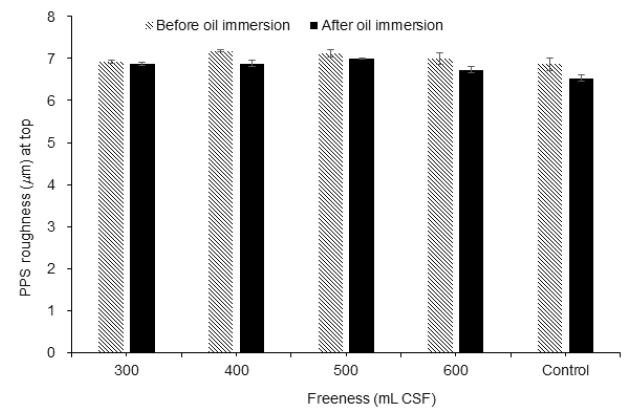
Fig. 6.
Change of surface roughness on the top side of the interleaving paper before and after oil immersion at different freeness.
As shown in Fig. 7, the surface roughness on the wire side of the interleaving paper was not significantly affected by the change of the freeness before the rolling oil treatment. However, after the rolling oil treatment, the surface roughness on the wire side of the interleaving paper increased unlike the top side. Generally, the wire side of paper is mainly distributed with long fibers, unlike the felt side, as white water containing a furnish drains through the wire with the fines. This was considered to have a negative effect on the surface roughness of the interleaving paper on the wire side.
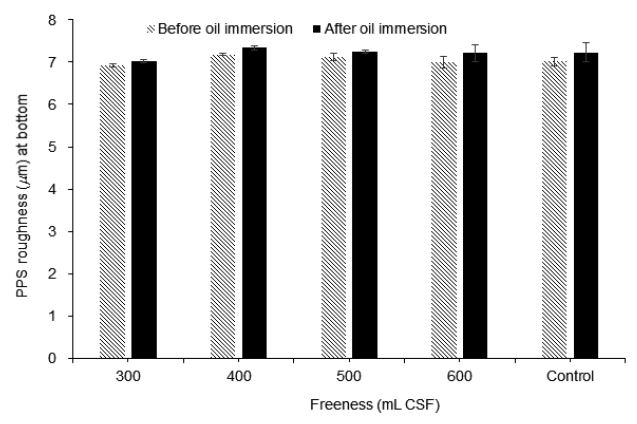
Fig. 7.
Change of surface roughness on the wire side of the interleaving paper before and after oil immersion at different freeness.
In conclusion, the wire side of the interleaving paper had a negative effect on the surface smoothness unlike the top side. The difference in the bar pattern of the refiner plate did not have a significant effect on the improvement of the surface smoothness of the interleaving paper. Since the interleaving paper, which is mainly produced by the cylindrical forming, is drained in one direction, the surface roughness difference after oil immersion can not but occur due to two sideness of paper.
3.3 Water repellent property of the interleaving paper
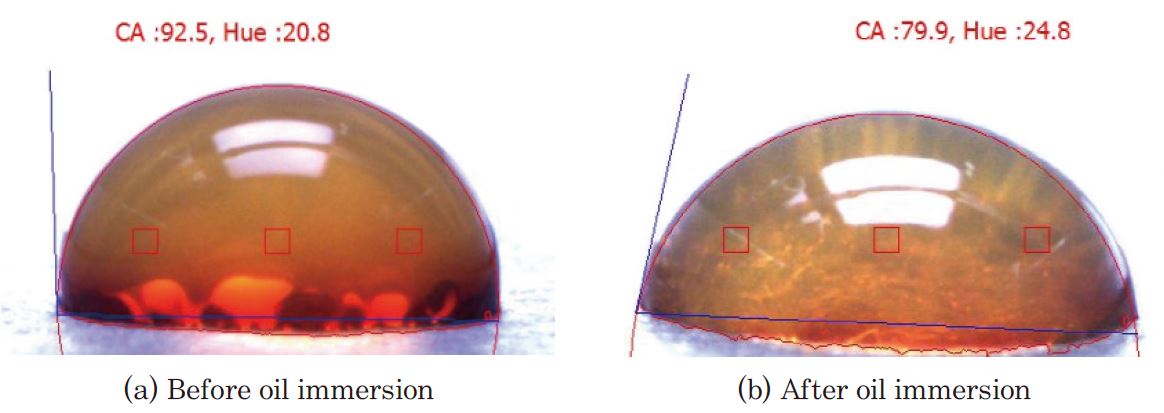
Fig. 8 showed the contact angle difference of the interleaving paper before and after oil immersion. The interleaving paper was made of HwUKP fibers refined to 500 mL CSF. Before the treatment of the rolling oil, the contact angle of the interleaving paper was very high at about 93°, but it decreased to about 80° after the treatment of the rolling oil. The rolling oils used in the stainless steel was mostly water-soluble, so when treated with an interleaving paper, it decreases water resistance. However, the hydrophobicity of the rolling-oil treated interleaving paper should be maintained to some extent because its performance like adhesion and lubrication should be maintained during the processing, transportation and storage of the stainless steel.
4. Conclusions
The study has been conducted to improve the heat resistance and oil resistance characteristics of the interleaving paper used during processing, transporting and storing a stainless steel plate. In order to improve the heat resistance and oil resistance characteristics of the interleaving paper, refining was performed using a plate with a narrower bar instead of a plate with a wide bar currently used in a paper mill. To improve the heat resistance characteristics of the interleaving paper, it was more advantageous to use a narrow bar plate with a bar width of about 2 mm. It was most desirable to refine HwUKP up to about 500 mL CSF in improving tensile strength, tear strength, and surface roughness of the interleaving paper after the rolling oil treatment. On the other hand, the treatment of the rolling oil decreased hydrophobicity of the interleaving paper.
