

1. Introduction
The disc refiner is an important piece of equipment for improving the properties of fiber and pulp in the pulp and paper industry. During refining, the pulp is fed into a groove-type rotating refining zone composed of a stator and a rotor and subjected to complex mechanical actions, such as the shearing and compression of bars and friction between the fibers, which induce a change in fiber morphology and pulp properties; finally, the desired properties of the target paper are achieved.
The plate is the core working part of the disc refiner, and its bar profile directly affects the refining quality, refining efficiency, and energy consumption. Plates are usually assembled from many segments with the same bar parameters, which include the bar width, groove width, bar height, bar angle, and dams.1,2) Plates with different bar parameters are used in mills, so it is important to reveal the nature of how the bar profile effects the pulp and fiber properties to reasonably select and design the segments.
Many plates are involved in pulp refiners, and broadly speaking, there are two main types of plates: ones with straight bars and ones with curved bars. Currently, straight bar plates are widely used, and the conventional bar angle of straight bar plates is 15° to 20°. However, there is a disadvantage with these bars; the bar interaction angle changes during the interaction of the rotor and stator bars. If the straight bar plate has a bar angle of 10°, the bar interaction angle will vary between 15° and 40°, with an average angle of 30°,3) which will lead to a unstable pulp flow and uniform pulp quality in the refining zone. Theoretically, the use of a curved bar plate in refining can solve the problem of too much change of the interaction angle to a certain extent due to the special geometric shape, especially for the logarithmic spiral bar plate, which makes a constant bar interaction angle. Therefore, the quality of fiber or pulp will be more uniform when refining with a curved or logarithmic spiral bar plate, and the design method, mathematical analysis and experimental study of curved bar plates need to be further developed.
Previous theoretical and empirical studies have proposed different views on the refining characteristics of the curved bar plate. The medium-density fiberboard (MDF) spiral plate and the LemaxX series plate proposed by Andritz3,4) adopt a spiral-bar design to ensure the stability of the bar-interaction angle and uniformity of the pulp quality. Some studies have expressed that the cutting effect of the curved-bar plate is weaker than that of the straight bar,5-7) but the actual refining effect has not been tested and verified experimentally. It has been found that the pulp velocity distribution in the refining zone refined by the curved bar plate is relatively uniform, which is beneficial to the improvement of pulp quality, compared to the pulp velocity distribution associated with the straight bar when studied by numerical simulation.8) However, Georges and Matech9) thought that it was doubtful that the curved bar plate could make the refining quality uniform with a higher refining efficiency, which means that the refining characteristics of curved bar plates need to be studied further to clarify the difference between it and the straight bar plate.
The refining characteristics of plates on pulp or fibers are directly related to the refining intensity. Studies on the refining intensities have been published,10-18) but few of them have focused on the curved bar plate. The specific edge load (SEL) is the most commonly used refining intensity in the pulp and paper industry. If the value of it is 3 to 5 J/m, it is suitable for the refining of long fiber pulp, which has a strong cutting effect on fiber, allowing for high intensity refining. Short fiber pulp needs to be developed by a good fibrillation during low intensity refining with SEL values ranging from 0.5 to 2 J/m.19) The average fiber length and width of hardwood is 0.6 to 2 mm and 0.01 to 0.04 mm, respectively. The commonly used SEL for hardwood is 0.6 to 0.8 J/m, which is typical for low intensity refining.20) The SEL has obvious advantages for measuring the refining process with different straight bar plates, while it can be applied to measure the refining characteristic of pulp refined by curved bar plates needs to be further studied.
Based on the controversy about the different refining characteristics of curved bar and straight bar plates, curved bar and straight bar plates with the same bar parameters were designed by defining the bar angle of the two plates. Additionally, the bar edge length (BEL) of the curved bar plate was derived to better characterize the two plates. The object of this article are to explore the difference in the refining characteristics of the straight bar and curved bar plates mentioned above based on experiments, the SEL and the bar force.
2. Experimental
2.1 Bar angle of straight and curved bar plates
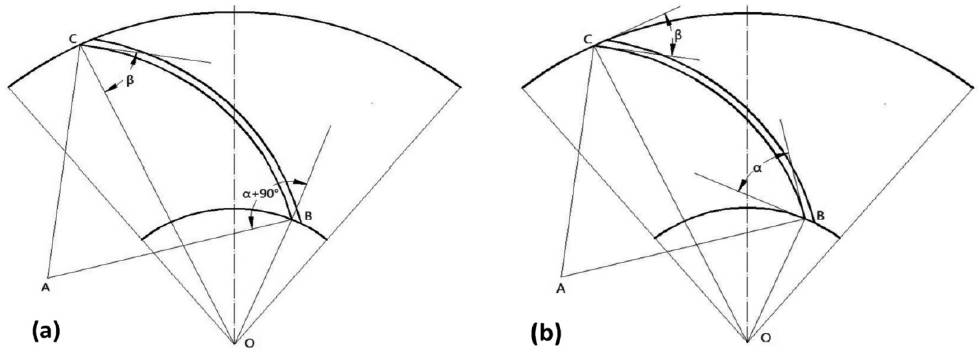
Leider and Rihs21) designed a curved-bar plate for the pulp and paper industry, as shown in Fig. 1a, using angles α+90° between AB and OB and β between the tangent of the curved-bar end point C and the radius OC to indicate the curved bar, in which the definition of the angles at the starting point B and the end point C are different. Hackl et al.22) designed a non-paper used refining plate in which the curved bar is represented by the angles α and β at the starting point B and the ending point C, as shown in Fig. 1b; the drawing and measuring of the tangent are complicated.
Only one bar edge of the curved bar was defined by the above two methods, which cannot express the full arc of the curved bar. By analyzing these previous studies, a new definition of the curved bar is proposed in this paper. The arc that passes point C, the intersection of the centerline of the segment and the center circle of the refining area are called the curved bar centerline, which is denoted by angle α (the bar angle of the curved bar) and point B (the starting point of the curved bar), as represented in Fig. 2a. Therefore, the curved bar centerline was determined by the location B, which can be described by θ and rB, and the bar angle α measuring the average radian of the curved bar. The attack angle between the stator and rotor bars can be characterized by static attack angle γ, as shown in Fig. 2a, which will measure the interlacing of the bars during refining.
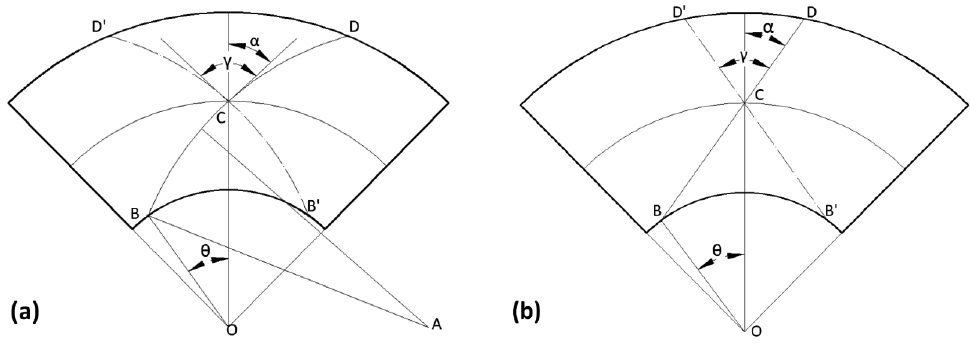
The definitions of the straight bar angle and static attack angle are similar to those of the curved bar. The angle α between the straight bar centerline and the center axis of the segment is defined as the bar angle, and the angle γ between the straight bar centerline of the stator and that of the rotor is its static attack angle, as represented in Fig. 2b. The straight bar is determined as soon as the angle α is fixed.
2.2 Characterization parameters of curved and straight bar plate
Many studies have been conducted on refining intensity, which is used to characterize the strength of the refining process. The refining intensity can be divided into the machine intensity and the fiber intensity according to the benchmark of energy consumption,23) The machine intensity can be summarized by the SEL-based refining intensity, and the refining intensity based on bar interaction,24) which is generally defined in Eq. 1,
where I is the refining intensity (its unit depends on A, which is generally J/m and J/m2), which is the refining energy consumption based on different characterization parameters and its unit, Pnet is the net refining power (kW), n is the rotation speed (rpm), and A is the characterization parameter of the refining plate.
The characterization parameter A comprehensively characterizes the impact of the plate on the pulp or fiber. The characterization parameters of the plate mainly include the BEL (bar edge length)-based characterization parameters and the characterization parameters based on the bar interaction. Under the same refining conditions, a larger value of the characterization parameter results in a smaller refining intensity, which leads to a reduction of the cutting effect of the fibers and an improvement of the fibrillation performance.
The SEL is a common way of quantifying the refining intensity, which denotes the net energy applied to each meter of the bar crossing (J/m) and is calculated by Eq. 2,
where BEL is the bar edge length (km/rev), sometimes referred to as the cutting edge length (CEL), which is the SEL characterization parameter.
The BEL is the total bar edge length that the fibers will experience during the intersection of the opposite bars per revolution, and the standardized measure in the industry is provided by TAPPI standard TIP 0508-05 (1994), as shown in Eq. 3:
where r1 is the inner radius of the plate (mm), r2 is the outer radius of the plate (mm), nr is the total number of bars for a rotor, ns is the total number of bars for a stator, and α is the bar angle of the plate (°).
For calculating the BEL of the plates, the bar segments were divided into several zones, and the number of bars and their lengths for each zone were counted, so the BEL of the straight bar plate was calculated by Eq. 4:
where nri is the total number of bars for a rotor at zone I, and nri is the total number of bars for a stator at zone i.
The calculation principle of the BEL of the curved bar is the same as that of the straight bar, while it is difficult to measure the BEL by the integral form due to the special shape of the curved bar. Similar to Eq. 4, the refining area can be divided according to the r1 and r2, as well as the distribution of the curved bar, which can be found through previous studies,2) as shown in Fig. 3. Thus, the BEL can be calculated by Eq. 5:
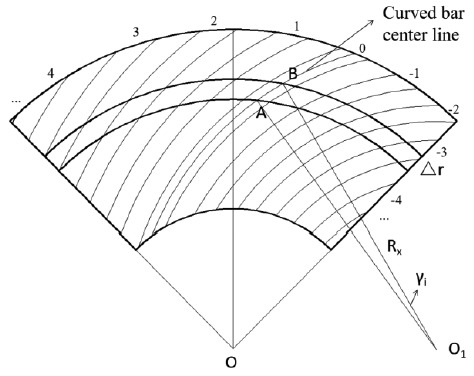
where γi is the center angle of the curved bar centerline at zone I, and Rx is the circle radius of the curved bar centerline.
The circle radius Rx of the curved bar centerline on the plates can be expressed by Eq. 6, according to the design method of curved bar plates mentioned earlier.25)
where R0 is the radius central bar centerline of the plate (mm); n is the number of bars at the base of the central bar, which is indicated in Fig. 3; g is the groove width of the plate (mm); and b is the width of the bar (mm).
Through the analysis of the characterization parameters of the two different plates, the refining intensity under the same refining conditions can be obtained.
2.3 Refining
In this experiment, bleached sulphate eucalyptus pulp board was used as the experimental material. It was soaked in distilled water for 4 h and then dissipated by a pulp disintegrator PD10 (TLS, San Sebastian, Spain), and its consistency was adjusted to 3%. The MD3000 single-disc experimental refiner (Regmed, Osasco, Brazil) was used, as shown in Fig. 4a, and the refining experiments were conducted using the straight and the curved bar plates at a constant speed (1,460 rpm). The two plates with the same bar angle and related bar parameters were directly processed by Nantong Huayan Casting Co., Ltd. (Nantong, China) through the computer numerical control machine tools (CNC) machine (Shenzhen Dima Co., Ltd., Shenzhen, China). It should be noted that it is impossible for both of them to have the same point B due to the geometry limitations of the curved bar, but their difference is small in actual design. Table 1 shows the detailed bar parameters.
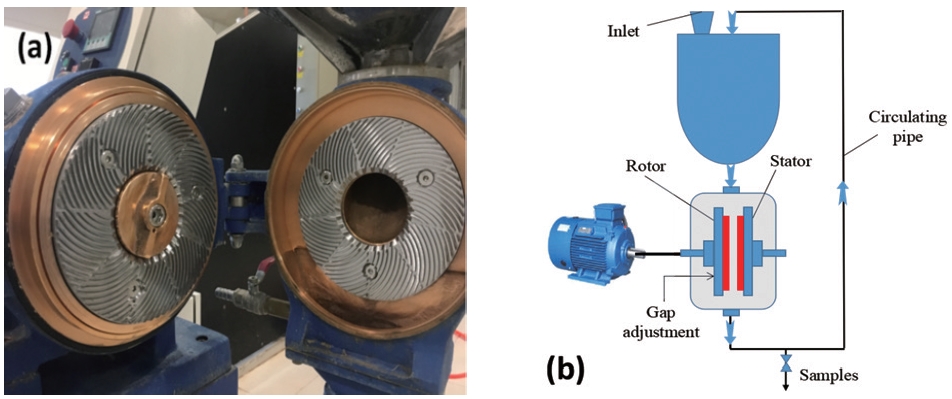
Table 1.
The bar parameters of two plates.


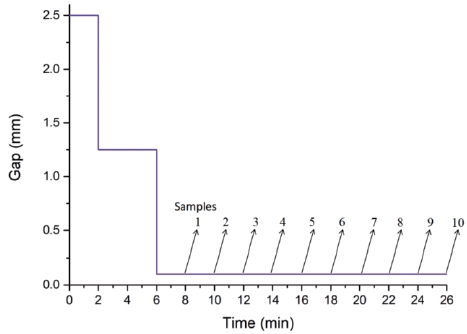
The pulp was circulated in the refining system, as shown in Fig. 4b, at 1,460 rpm, and 10 pulp samples were collected at a constant gap of 0.1 mm during different refining times. After reasonable design, the pulp with a disc gap of 0.1 mm was sampled at intervals of 2 min. The process conditions of the experiment are shown in Fig. 5. The gap size was controlled by setting the zero gap by touching two plates together when the refiner is running and then backing off the plates to the desired gap in 100 unit increments (1 unit=0.025 mm).
The samples collected at different times were centrifuged and dried by an electric blast drying oven 101 (Beijing Zhongxing Weiye Instrument Co., Ltd., Beijing, China) to calculate the moisture content of the pulp for subsequent experiments.
2.4 Measurement of properties of pulp fibers and paper
The mean fiber length, fiber width, external fibrillation and fines content of the pulp samples were analyzed by a FS5 (Valmet, Espoo, Finland) fiber quality analyzer. The scanning electron microscopy (SEM) analysis (TESCAN, Brno, Czech Republic) was conducted to observe the fiber morphology of the different samples. The Schopper Riegler (SR) Freeness which provide a measure of the rate at which a dilute suspension of pulp may be dewatered were determined by a DFR-05 drainage freeness retention (BTG, Herrsching, Germany) according to GB/T 3332-2004. Handsheets for measuring the physical properties of paper were made and their physical properties including tensile and tear strength were measured based on TAPPI T220 (2001) using a tensile strength meter 062 (L&W, Kista, Sweden) and a paper tear strength meter (SLY-S1; Labthink, Jinan, China).
3. Results and Discussion
3.1 Refining characteristics of straight bar and curved bar plates
The refining characteristics of the straight bar and curved bar plates with the same bar parameters were different during the same refining conditions through the theoretical analysis of the SEL and bar force.
The refining effect on the pulp fibers and formed paper was directly related to the refining intensity, which was affected by the net energy consumption, rotating speed, and characterization parameters of the refining plate according to Eq. 1. In general, low intensity refining produces more fiber fibrillation, less cutting, and higher strength of the formed paper, while high refining intensity produces pulps with lower strength and more fiber cutting.25,27)
It was clear that the BEL of the two plates were different, and the BEL of the curved bar plate was larger than that of the straight bar plate during refining, even if the bar parameters, such as bar width, groove width, bar angle, and number of bars, were the same, as shown in Table 1. The SEL values of the straight bar and curved bar plates for the same refining conditions were calculated as shown in Fig. 6, which indicates that the refining intensity of the curved bar plate, 0.13 to 0.26 J/m, was lower compared to the straight bar plate, 0.15 to 0.29 J/m. Therefore, more fibrillation and less cutting can be achieved during refining with the curved bar plate through the theoretical analysis, which was strongly consistent with the conclusions of the experiments conducted in this project and in previous studies.26-29) However, SEL of straight bar plate is slightly higher than that of curved bar which means that their refining effect would be similar during the same refining process.
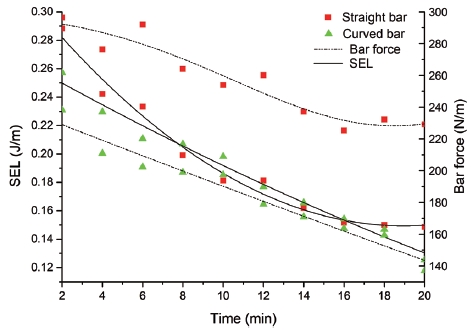
The key variable for fiber shorting is force, not energy, as proposed by Kerekes et al.30) It would be more effective to characterize the change of fiber and pulp properties in refining by the bar force applied by the plates compared to the SEL which can be obtained by this bar force F multiplied by the distance of movement during which force is exerted, s. Thus F=SEL/s and the detail calculation method can seen in the study of Kerekes. As shown in Fig. 6, the bar force of two different refining plate decreases with the shorting of fibers. Meanwhile, the bar force of the curved bar plate is smaller compared to the straight bar plate and a larger difference of bar force of two plates was obtained when the SEL of them was similar, while the bar profile of them was the same and the cutting effect of the curved bar plate was weaker. Compared to the results obtained by Kerekes, the bar force of straight bar plate calculated here is large, and more fiber will be cut, as shown in Fig. 8. Through the analysis of SEL and bar force of two plates, it can be concluded the bar force proposed by Kerekes would be a better indicator of fiber cutting compared to SEL.
3.2 The drainage of pulp suspension
The SR freeness reflects the difficulty of draining the pulp suspension and comprehensively characterizes the fiber cutting, fibrillation, and swelling. Through the analysis of process conditions, the initial time zero point was regarded as the time when the gap was adjusted to 0.1 mm, and samples were continuously collected during refining.
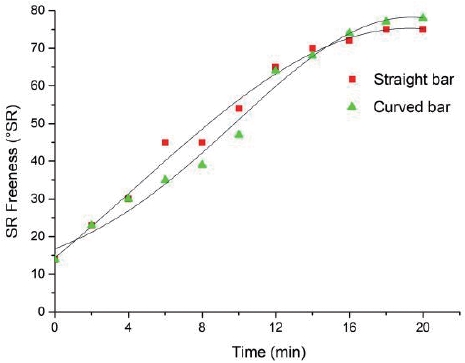
Fig. 7 shows the SR freeness changes of the pulp obtained from the two different plates as a function of refining time. The SR freeness of the pulp gradually increased with time. However, the change rate decreased with increased refining time, and it finally stabilized at a certain constant value. The same change trend of SR freeness obtained by the two plates was observed when t<14.5 min. The straight bar plate had a higher increasing rate for the SR freeness than the curved bar, but the opposite trend was observed when the refining time was greater than 14.5 min. It was obvious that the final stable SR freeness obtained by the curved bar plate was slightly higher than that of the straight bar, which indicated that the curved bar plate had a slightly higher increasing ability for pulp SR freeness beyond the critical refining time compared to the straight bar plate under the same refining conditions and the opposite conclusion was reached when the refining time was shorter than the critical refining time. It can be concluded that the reason why the SR of pulp samples refined by curved bar plate is higher when t>14.5 min maybe the longer fiber length, higher internal fibrillation and higher external fibrillation of pulp samples refined by it through the analysis of SR freeness, fiber average length, fines and external fibrillation of the pulp samples refined by two plates, as shown in Figs. 7-10.
3.3 The properties of fiber
The fiber length and external fibrillation are two important parameters that measure the quality of fiber. They reflect the cutting effect and the fibrillation of the refining plates on fibers and further affect the bonding ability among fibers.
3.3.1 Fiber length and fines
The average fiber length is one of the commonly used indicators for measuring the fiber length, and common methods include the arithmetic average fiber length Ln, the length-weighted average fiber length Ll, and the weighted-weighted average fiber length Lw. To analyze the cutting effect of the two different refining plates, the length-weighted average fiber length Ll was used. As shown in Fig. 8, the Ll of the fibers was gradually reduced due to the complex mechanical effects of the plates and finally stabilized to a certain fiber length through the analysis of data obtained from the straight bar plate. It can be concluded that the fiber length will remain constant when the refining time is long enough. If the pulp was treated by the refining plate for 22 min, the fiber length refined by the straight bar plate was shortened to 0.564 mm, and the fiber cutting rate, which is the ratio of the length change and the average fiber length of raw fibers, was 39.74%. However, the average fiber length treated by the curved bar plate was changed from 0.942 mm to 0.796 mm, and the fiber cutting rate was 15.50%. Therefore, the cutting ability of the curved bar plate was weaker than that of the straight bar plate, which could retain the fiber length of the pulp effectively under the same refining process parameters. The strength of the formed paper made by the pulp refined by the curved bar plate would be better than that of the paper made with the straight bar plate.
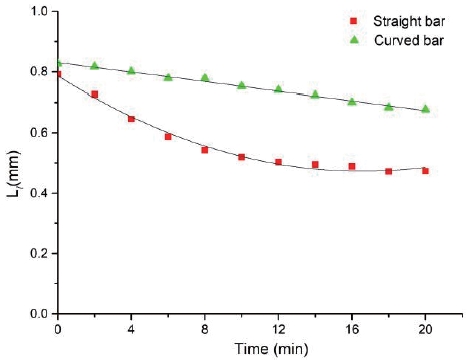
Fig. 8.
The length-weighted average fiber length Ll of different samples collected with different refining time which refined by straight and curved bar plate.
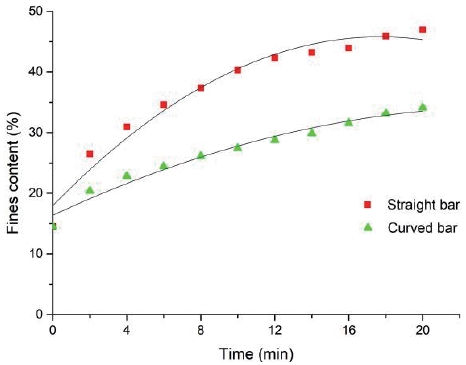
The amount of fiber fines, which are particles with a length of less than 0.2 mm and known as flake-lake fines, is an important index of pulp or fibers that is influenced by the type of wood, the refining process conditions, and the refining equipment, and it will seriously affect the performance of fibers and formed paper. The fiber fines content is usually determined by a gravimetric analysis, and in this study, a fiber quality analyzer was used to quantitatively analyze the fiber fines of different pulp samples during refining. The percentage of the fiber fines of the different samples refined by the curved bar and straight bar plates is shown in Fig. 9. The fiber fines of the pulp samples refined by the straight bar plate for 2 to 20 min was 26.53% to 46.97% and was higher than that of the curved bar plate, which was 20.37% to 34.13%. The fines content of the unrefined fiber was 13.23%, and the increasing rate of fiber fines content of the samples collected by the different plates over time was calculated. It can be concluded that the change rate of fiber fines refined by the curved bar plate, which was 1.69% per minute, was less than that of the straight bar plate at 1.045% per minute. Two sources of fines exist in refining, one is fiber cutting while another is the peeling of fiber wall material, which is usually referred to as external fibrillation, and it can be fines when the external fibril is cut. It can be concluded that the additional fines from refining by the straight bar plate were produced by fiber cutting not by external fibrillation because the external fibrillation was almost the same in the two refining processes, as shown in Fig. 10.
3.3.2 External fibrillation of fibers
Fibrillation, which includes external fibrillation and internal fibrillation, is an indispensable refining effect in conventional refiners with the concomitant occurrence of structural changes, such as fines and fiber cutting. The fiber strength and paper properties are sensitive to changes of fibrillation, and the strength of the paper may change noticeably when the fibrillation changes even to a small extent.1) It has been indicated that external fibrillation can be defined as a peeling off of fibrils from the fiber surface and leaving them attached to the fiber surface.31,32) In this study, external fibrillation was measured to indicate the projection area of the fibrils in relation to the projection area of the entire object, scaled into a percentage. Based on previous studies, the role of external fibrillation is controversial, but there has been no doubt about the role of internal fibrillation, which can improve the interfiber bonding strength. Strachan33,34) emphasized that external fibrils play an essential role in the cohesion between fiber surfaces. Meanwhile, some studies have taken microscopic images of external fibrils, which are believed to contribute to the paper strength by spanning between fibers.35-38) Taegeun Kang39) pointed out that promoting the degree of external fibrillation contributed to strengthening the bonding layer between fibers, resulting in improved tensile strength and internal bond strength; however, the opposite view that external fibrillation decreases the tensile strength due to a possible loss of fiber strength was put forward by Tasman.40) Therefore, the measurement of external fibrillation is very important to clarify how it effects the physical properties of paper.
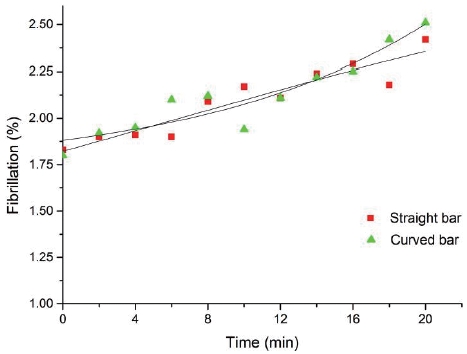
Fig. 10 shows the degree of external fibrillation of the different samples refined by the two refining plates and reveals that the external fibrillation of the samples treated by the curved bar plates was slightly higher than that of the samples treated by the straight bar plate. The external fibrillation of the samples treated by the straight bar plate changed from 1.82% to 2.42% as the refining time increased, and the change rate over time was 0.030%. However, the external fibrillation of the samples obtained by the curved bar plate was 0.036%. Although the gap of fiber fibrillation refined by the two plates was not very large, there may have been a large influence on the paper properties.1) It can be concluded that the external fibrillation increased with the refining time, while the external fibrillation ability of the curved bar plate on the fibers was stronger, resulting in better physical properties of the fibers or formed paper.
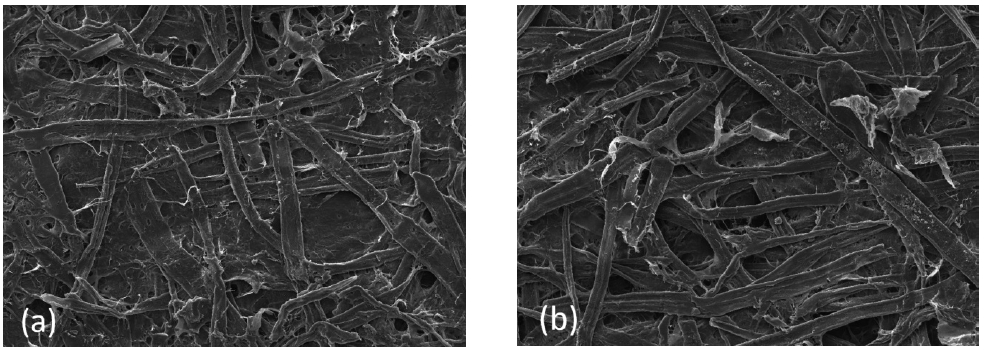
The external fibrillation can be displayed through the fiber morphology of the pulp samples refined by the two plates, and the combination of the two is more effective in explaining the actual refining effect. In this project, the fiber morphology of the samples refined for 14 min and 20 min was analyzed, as shown in Figs. 11 and 12. It was not difficult to find that the fiber morphology of the pulp refined by the two plates was similar when the refining time was 14 min, and the external fibrillation values of the pulp samples refined by the two plates were the same, as shown in Fig. 10. Meanwhile, more external fibrillation on the surface of the fibers refined by the curved bar plate for a refining time of 20 min was observed through analysis of SEM images of the fiber morphology, which is strongly consistent with result of Fig. 10. External fibrillation will affect the properties of paper together with fiber length.
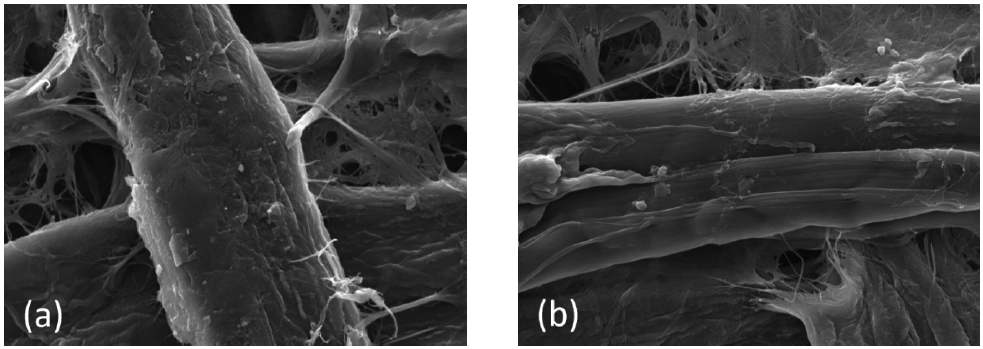
Fig. 11.
Fiber morphology (10 kx) of two samples refined by the straight (a) and curved bar plates (b) with a refining time of 14 min.
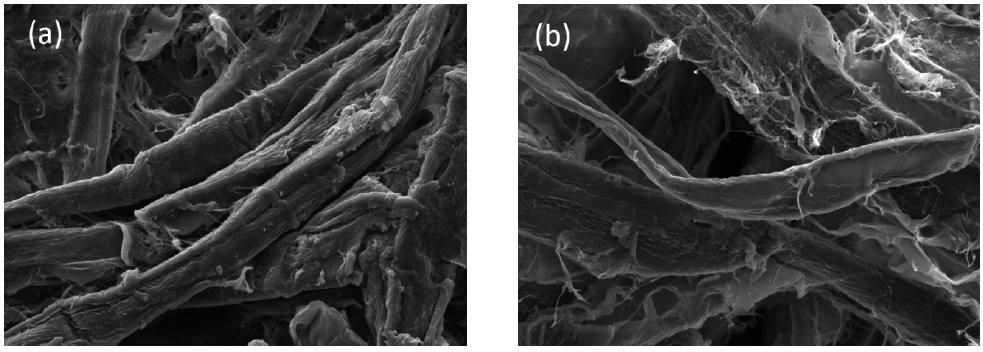
Fig. 12.
Fiber morphology (×4,000) of two samples refined by the straight (a) and curved bar plates (b) with a refining time of 20 min.
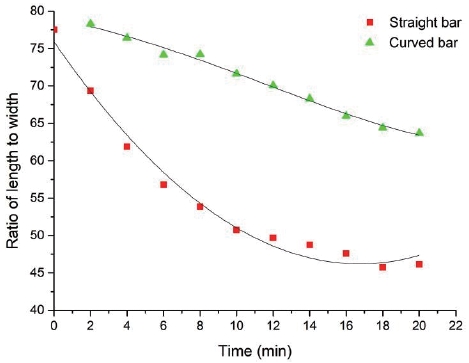
The ratio of the fiber length to the width strongly affected the amount of interaction points among the fibers per unit area, which affected the density of the fiber distribution and paper strength. During refining, fibrillation will affect the fiber width due to internal fibrillation, external fibrillation, and the shedding of the fiber layer. As shown in Fig. 13, the minimum ratio of the fiber length to the width for the fiber refined by the straight bar plate was 46.15 and was substantially lower than that of the curved bar plate at 63.68. The ratio of the fiber length to the width was quite different for the two plates, and a relatively large ratio will result in more interaction area among the fibers and increase the paper strength. Therefore, the conclusion can be drawn that the fibers refined by the curved bar plate had a larger bonding area compared to those refined by the straight bar plate for the same refining process.
3.4 Physical properties of paper
The properties of the fibers and pulp had a noticeable impact on the performance of the formed paper. The paper strength is different for different types of paper applied to different occasions. Hardwood or short fiber pulp is usually refined at a low intensity or with a small bar force to reduce the fiber cutting effect and maintain the fiber length, which could lead to a better strength of the fibers and the paper.
The tensile index and tear index are two main physical properties of paper, and they were obtained by analyzing handsheets made by different pulp samples refined by the straight and curved bar plates. As shown in Fig. 14, the same trend was observed for the paper tensile index obtained from the different plates, which indicated that the tensile index of the formed paper gradually increased to a peak value and then decreased as the refining time increased. It was found that the tensile index of paper depends on the fiber strength to some extent but mainly on the fiber bonding force and fiber length.41,42) In the early stage of refining, the fibers quickly swelled and fibrillated, which led to a higher fiber bonding force.1) That was why the tensile index rapidly increased in that stage and reached the maximum value when the refining time was 14 min with the SR freeness of bleached sulphate eucalyptus pulp (BSEP) of 70° SR. In the following refining stage, the fiber bonding force continued to increase, but the fiber average length, which was the main factor affecting the tensile index in the latter section, decreased, and thus, overrefining would lead to a decrease of the tensile index.1) It can be seen from Fig. 14 that the maximum tensile index of the formed paper obtained from the curved bar plate was 44.44 N·m/g, which was higher than that of the straight bar plate at 36.63 N·m/g. As shown in Fig. 15, the tear index of the formed papers obtained by the two plates was quite different, and the change trend was almost consistent with that of the tensile index, which shared the same turning point. Furthermore, the maximum tear index of the formed paper obtained from the straight bar plate was 4.42 mNm2/g, but the peak value of another plate was 7.78 mNm2/g.
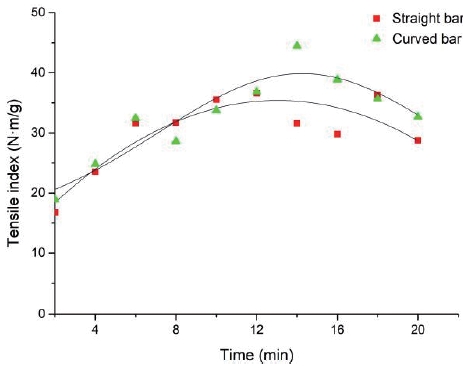
Fig. 14.
The tensile index of handsheets made by different pulp samples refined by straight and curved bar plate.
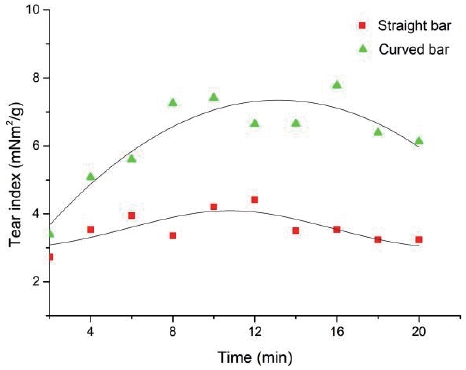
Fig. 15.
The tear index of handsheets made by different pulp samples refined by straight and curved bar plate.
The pulp samples refined by the two plates shared almost the same SR freeness, but the physical properties of the formed paper of the two plates were substantially different. Therefore, it can be concluded that the physical properties of paper were not only related to the SR freeness but also strongly affected by the fiber average length. By analyzing the SEM image of the pulp samples after 14 min of refining by two refining plates, as shown in Fig. 16, it can be found that the number of long fibers in the sample refined by the curved bar plate was greater than that of the straight bar plate, and the bonding of fibers was similar. Meanwhile, the curved bar plate effectively reduced the generation of fines, retained the fiber length, and ensured a sufficient bonding force between the different fibers, and their synergistic effect led to better paper properties.
4. Conclusions
A low consistency refiner equipped with straight bar and curved bar plates that shared the same bar parameters showed quite different refining characteristics under the same refining conditions, and there were large differences of the refining effects on the fibers, pulp, and formed paper.
(1) The characteristic parameter BEL of the straight bar plates was lower than that of the curved bar plates with the same bar parameters. Therefore, the refining intensity of the process with the curved bar plate was relatively lower compared to the refining intensity with the straight bar plate under the same refining conditions, and the calculated bar force shared the same change trend as the refining intensity.
(2) The overall change trends of the pulp SR freeness refined by the two plates were almost the same, but the curved bar plate had a slightly higher increasing capacity for the SR freeness of BSEP than the straight bar plate.
(3) The refining characteristics of the two plates on pulp and fiber were different. It was concluded that the curved bar plate led to weak fiber cutting, a reduction in the fines generation, an increase of the ratio of fiber length to width, and a promotion of fiber external fibrillation, which is consistent with the SEL and bar force prediction results. All of these synergistically promote the fiber bonding area and result in better paper properties.
(4) The formed paper made from pulp samples refined by the curved bar plate had good physical properties, such as the tensile index and tear index, due to the low cutting effect on the fibers under the same refining conditions with the straight bar plate.
